
18/01/2024
El acero inoxidable es un material excepcional, valorado por su durabilidad, resistencia a la corrosión y atractivo estético. Sin embargo, su manipulación, especialmente durante la soldadura, presenta desafíos únicos. El calor intenso y localizado inherente al proceso de unión puede inducir una serie de fenómenos metalúrgicos y mecánicos que alteran las propiedades del material, comprometiendo su integridad y rendimiento a largo plazo. Comprender estos efectos y aplicar las técnicas de mitigación adecuadas es crucial para asegurar la calidad y la longevidad de las uniones soldadas. Desde las tensiones internas hasta la alteración de su capacidad anticorrosiva, cada detalle cuenta cuando se trata de trabajar con este noble metal.
- Efectos Comunes del Calor Durante la Soldadura
- Estrategias de Mitigación: Controlando el Calor y sus Efectos
- Tabla Comparativa: Consecuencias de la Soldadura en Acero Inoxidable
- Preguntas Frecuentes sobre la Soldadura de Acero Inoxidable
- ¿Todos los grados de acero inoxidable requieren precalentamiento?
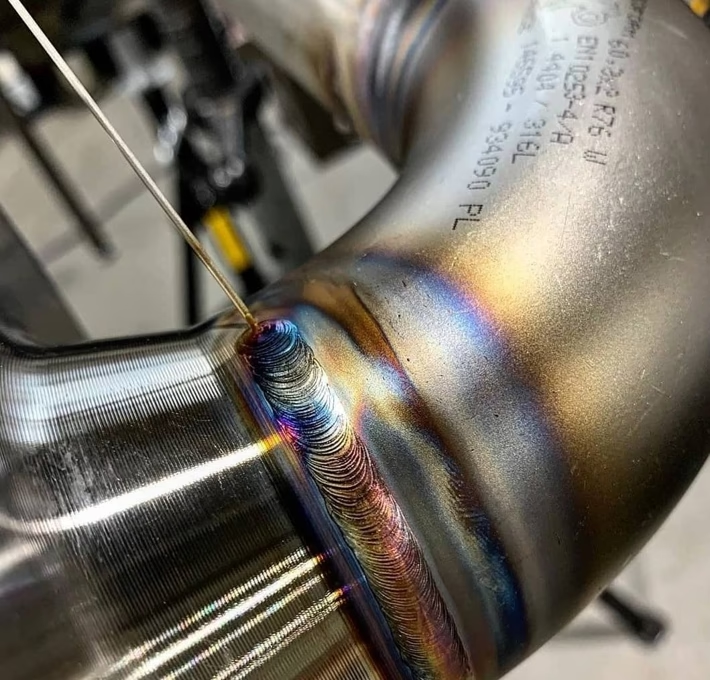
- ¿Qué es el 'heat tint' o azulado y cómo lo prevengo?
- ¿Es siempre necesario el poscalentamiento para aliviar tensiones?
- ¿Cómo puedo minimizar la deformación en piezas grandes de acero inoxidable?
- ¿Cuál es la importancia de la limpieza y pasivación después de soldar acero inoxidable?
Efectos Comunes del Calor Durante la Soldadura
Cuando el acero inoxidable es sometido a las altas temperaturas de la soldadura, su comportamiento térmico y metalúrgico genera varias consecuencias que deben ser gestionadas. Estos efectos no solo impactan la apariencia, sino también la microestructura y las propiedades mecánicas del material.
Tensiones Residuales: El Enemigo Invisible
Uno de los efectos más insidiosos de la soldadura en el acero inoxidable son las tensiones residuales. Estas tensiones son fuerzas internas que quedan atrapadas dentro del material una vez que el proceso de soldadura ha finalizado y la pieza se ha enfriado. Se originan debido a la expansión y contracción no uniforme del metal durante el ciclo térmico de soldadura. La zona adyacente al cordón de soldadura se calienta y expande rápidamente, mientras que el material circundante permanece más frío y restringe esta expansión. Al enfriarse, la zona soldada intenta contraerse, pero el material adyacente ya solidificado y más frío lo impide, generando tensiones de tracción en el cordón y en la zona afectada por el calor (ZAC), y tensiones de compresión en las áreas más alejadas. Estas tensiones pueden tener consecuencias graves, como la reducción de la resistencia a la fatiga, la susceptibilidad a la fractura frágil, la deformación de la pieza, y un aumento significativo del riesgo de corrosión bajo tensión, un tipo de ataque corrosivo particularmente peligroso para el acero inoxidable.
Deformaciones y Alabeo: Un Desafío Dimensional
Las deformaciones, o alabeo, son el resultado visible y tangible de las tensiones residuales. La expansión y contracción diferencial del material durante el ciclo térmico de soldadura provoca cambios dimensionales y angulares en la pieza. Estas deformaciones pueden manifestarse de varias maneras: curvatura, angulación, torsión o pandeo. La magnitud de la deformación depende de múltiples factores, incluyendo el espesor del material, el diseño de la junta, la cantidad de calor aportado, la secuencia de soldadura y las restricciones impuestas a la pieza. Una deformación excesiva puede hacer que la pieza no cumpla con las tolerancias dimensionales requeridas, dificultando su ensamble con otros componentes o afectando su funcionalidad y estética final. En aplicaciones críticas, donde la precisión dimensional es primordial, el control de la deformación es un aspecto fundamental de la calidad de la soldadura.
Sensibilización: La Vulnerabilidad a la Corrosión
Un efecto crítico y exclusivo de ciertos grados de acero inoxidable (particularmente los austeníticos como el 304 o 316) es la sensibilización. Este fenómeno ocurre cuando el material es expuesto a temperaturas entre 450°C y 850°C (850°F y 1550°F) durante un tiempo prolongado. Dentro de este rango de temperatura, el carbono disuelto en la matriz del acero inoxidable migra hacia los límites de grano y reacciona con el cromo, formando carburos de cromo. La formación de estos carburos consume el cromo de las áreas adyacentes a los límites de grano, reduciendo su concentración por debajo del nivel mínimo (aproximadamente 10.5%) necesario para mantener la pasividad y la resistencia a la corrosión. Como resultado, estas zonas empobrecidas en cromo se vuelven anódicas y son altamente susceptibles a la corrosión intergranular cuando la pieza se expone a ambientes corrosivos. Este tipo de corrosión es particularmente dañino porque ataca los límites de grano, debilitando la estructura del material sin un daño superficial aparente significativo.
Pérdida de Resistencia a la Corrosión Generalizada
Además de la sensibilización, otros factores relacionados con la soldadura pueden comprometer la resistencia general a la corrosión del acero inoxidable. La oxidación superficial, la formación de 'tintes de calor' (heat tint) o 'azulado' en la superficie, son el resultado de la reacción del cromo con el oxígeno atmosférico a altas temperaturas. Estas capas de óxido no son pasivas y, de hecho, pueden ser menos protectoras que la capa de pasivación natural, dejando el material subyacente más vulnerable. La contaminación de la superficie con partículas de hierro o escoria de soldadura también puede crear sitios anódicos que promueven la corrosión por picaduras o la corrosión galvánica. Una limpieza y pasivación post-soldadura inadecuadas pueden exacerbar estos problemas.
Estrategias de Mitigación: Controlando el Calor y sus Efectos
Para contrarrestar los efectos adversos de la soldadura en el acero inoxidable, se emplean diversas técnicas y consideraciones. Las más importantes, mencionadas en la información original, son el precalentamiento y el poscalentamiento, pero existen otras igualmente relevantes.
Precalentamiento: Preparando el Escenario
El precalentamiento consiste en elevar la temperatura del material base en la zona de soldadura antes de comenzar el proceso de unión. Si bien no es tan comúnmente requerido para aceros inoxidables austeníticos puros como para aceros al carbono o aleados de alta resistencia, puede ser beneficioso en ciertas situaciones. Su principal propósito es reducir el gradiente de temperatura entre la zona de soldadura y el material adyacente, lo que a su vez minimiza las tensiones térmicas y, por ende, las deformaciones. También ralentiza la velocidad de enfriamiento, lo que puede ser ventajoso para evitar la formación de microestructuras indeseables en grados específicos de acero inoxidable (como los martensíticos) que son propensos a la fragilización. Además, el precalentamiento ayuda a eliminar la humedad superficial, previniendo la porosidad inducida por hidrógeno. Para aceros inoxidables dúplex, el precalentamiento controlado puede ayudar a mantener un equilibrio adecuado entre las fases de ferrita y austenita, optimizando así sus propiedades.
Poscalentamiento (Tratamientos Térmicos Post-Soldadura): Restaurando la Integridad
El poscalentamiento, o tratamiento térmico post-soldadura (PWHT), es un proceso de calentamiento controlado que se realiza después de que la soldadura ha sido completada y enfriada. Su objetivo principal es aliviar las tensiones residuales inducidas por la soldadura, mejorar la tenacidad del material y, en algunos casos, restaurar la resistencia a la corrosión. Para el acero inoxidable, los tipos de PWHT más comunes incluyen:
- Recocido de Alivio de Tensiones: Se calienta la pieza a una temperatura por debajo del punto de sensibilización (para austeníticos) o a una temperatura adecuada para otros grados, se mantiene por un tiempo y se enfría lentamente. Esto permite que el material se relaje y las tensiones internas disminuyan, reduciendo el riesgo de deformación o fractura.
- Recocido de Solubilización (para Austeníticos): Este tratamiento se aplica a temperaturas muy altas (por encima de 1040°C o 1900°F) y es seguido por un enfriamiento rápido (templado). Su propósito es disolver los carburos de cromo que se formaron durante la sensibilización o en procesos anteriores, restaurando así la concentración de cromo en los límites de grano y devolviendo al material su máxima resistencia a la corrosión. Este tratamiento es crucial para componentes que operarán en ambientes altamente corrosivos y que han sido sensibilizados durante la soldadura.
- Templado (para Martensíticos): Después de la soldadura de aceros inoxidables martensíticos, se puede requerir un tratamiento de templado para ablandar la microestructura martensítica frágil y aumentar la tenacidad.
La selección del tipo de poscalentamiento y sus parámetros (temperatura, tiempo y velocidad de enfriamiento) depende del grado específico de acero inoxidable, el diseño de la pieza y los requisitos de servicio.
Otras Técnicas para Minimizar los Efectos Adversos
Además del precalentamiento y poscalentamiento, otras prácticas de soldadura son vitales para mitigar los efectos negativos:
- Control del Aporte Térmico: Utilizar la mínima energía de soldadura posible para lograr una fusión adecuada. Un aporte de calor excesivo magnifica las tensiones y deformaciones, y aumenta el riesgo de sensibilización.
- Secuencias de Soldadura Optimizadas: Planificar la secuencia de los cordones de soldadura para equilibrar las tensiones y deformaciones, por ejemplo, utilizando técnicas de soldadura por retroceso o intermitente.
- Fijación y Restricción Adecuadas: Utilizar mordazas, plantillas y dispositivos de sujeción para restringir la deformación durante la soldadura, aunque un exceso de restricción puede aumentar las tensiones residuales.
- Selección de Material de Aporte: Elegir un metal de aporte que sea compatible con el metal base y que, en muchos casos, contenga un pequeño porcentaje de ferrita delta (para austeníticos) que ayuda a reducir la susceptibilidad al agrietamiento en caliente y a la sensibilización.
- Protección Gaseosa y Purga Posterior: La utilización de gases de protección inertes (como argón puro) en el lado del cordón y, crucialmente, la purga posterior del lado de la raíz de la soldadura, son fundamentales para prevenir la oxidación y la formación de tintes de calor, manteniendo la resistencia a la corrosión del lado interno de la soldadura.
- Limpieza Post-Soldadura: Después de la soldadura, es esencial limpiar la superficie para eliminar óxidos, escorias, contaminantes y cualquier partícula de hierro. Técnicas como el decapado (químico) y la pasivación (restauración de la capa de óxido protectora) son vitales para restaurar la resistencia a la corrosión del acero inoxidable.
Tabla Comparativa: Consecuencias de la Soldadura en Acero Inoxidable
La siguiente tabla resume los principales efectos de la soldadura y cómo las técnicas de mitigación ayudan a controlarlos:
| Efecto Indeseado | Descripción | Consecuencias Potenciales | Técnicas de Mitigación Clave |
|---|---|---|---|
| Tensiones Residuales | Fuerzas internas atrapadas por expansión/contracción diferencial. | Reducción de fatiga, agrietamiento, corrosión bajo tensión. | Poscalentamiento (Alivio de tensiones), Precalentamiento, Control de aporte térmico. |
| Deformaciones (Alabeo) | Cambios dimensionales y angulares visibles en la pieza. | Incompatibilidad dimensional, afectación estética y funcional. | Precalentamiento, Secuencias de soldadura, Fijación, Bajo aporte térmico. |
| Sensibilización | Formación de carburos de cromo en límites de grano, empobreciendo cromo. | Corrosión intergranular severa. | Bajo aporte térmico, Material de aporte estabilizado, Recocido de Solubilización. |
| Pérdida de Resistencia a la Corrosión Generalizada | Formación de óxidos no pasivos, contaminación superficial. | Corrosión por picaduras, manchado superficial, menor vida útil. | Purga posterior, Gas de protección, Limpieza y pasivación post-soldadura. |
Preguntas Frecuentes sobre la Soldadura de Acero Inoxidable
¿Todos los grados de acero inoxidable requieren precalentamiento?
No, no todos. Los aceros inoxidables austeníticos (como el 304, 316) generalmente no requieren precalentamiento debido a su buena ductilidad y baja susceptibilidad al agrietamiento. Sin embargo, puede ser beneficioso para reducir la deformación en piezas grandes o gruesas. Los grados martensíticos y algunos dúplex, que son más propensos al agrietamiento o a la formación de microestructuras frágiles, sí pueden requerir precalentamiento para controlar la velocidad de enfriamiento y mejorar la tenacidad.
¿Qué es el 'heat tint' o azulado y cómo lo prevengo?
El 'heat tint' es una decoloración superficial (que va de amarillo pálido a azul oscuro o negro) que aparece en el acero inoxidable cuando se expone a altas temperaturas en presencia de oxígeno. Es una capa de óxido de cromo menos protectora que la capa pasiva natural, lo que puede reducir la resistencia a la corrosión. Se previene utilizando gases de protección inertes (como argón) en el lado del cordón de soldadura y, crucialmente, realizando una purga de gas inerte en el lado posterior de la soldadura (raíz) para desplazar el oxígeno. Una limpieza y pasivación post-soldadura adecuadas también son esenciales para eliminarlo.
¿Es siempre necesario el poscalentamiento para aliviar tensiones?
Depende de varios factores: el grado de acero inoxidable, el espesor de la pieza, el diseño de la junta, el aporte térmico y los requisitos de servicio. Para aceros inoxidables austeníticos, el alivio de tensiones por recocido rara vez se aplica, ya que puede inducir sensibilización si no se hace correctamente. En cambio, si la sensibilización es un problema, se realiza un recocido de solubilización. Para grados martensíticos, el templado post-soldadura es a menudo necesario. Siempre se deben consultar las especificaciones del material y los códigos de soldadura aplicables.
¿Cómo puedo minimizar la deformación en piezas grandes de acero inoxidable?
Minimizar la deformación requiere un enfoque multifacético: control estricto del aporte térmico (usando la menor energía posible), planificación de una secuencia de soldadura que equilibre las tensiones (por ejemplo, soldadura por retroceso o pasos intermitentes), el uso de fijaciones y mordazas para sujetar la pieza firmemente durante la soldadura, y, en algunos casos, un precalentamiento uniforme para reducir el gradiente de temperatura. También es fundamental elegir el proceso de soldadura adecuado que genere menos calor.
¿Cuál es la importancia de la limpieza y pasivación después de soldar acero inoxidable?
La limpieza y pasivación son pasos críticos para restaurar la resistencia a la corrosión del acero inoxidable. La soldadura puede introducir contaminantes (como partículas de hierro de las herramientas), escoria, y generar óxidos superficiales (heat tint) que comprometen la capa pasiva protectora. El decapado químico elimina estos óxidos y contaminantes, mientras que la pasivación restaura la capa de óxido de cromo protectora en la superficie, vital para la resistencia a la corrosión del material. Sin estos pasos, el acero inoxidable soldado puede ser mucho más susceptible a la corrosión.
En conclusión, la soldadura de acero inoxidable es un arte y una ciencia que exige un conocimiento profundo de cómo el calor interactúa con este material único. Las tensiones residuales, las deformaciones y la sensibilización son desafíos inherentes que, si no se abordan adecuadamente, pueden comprometer seriamente la integridad y la vida útil de los componentes soldados. Sin embargo, mediante la aplicación estratégica de técnicas como el precalentamiento, el poscalentamiento, un control meticuloso del aporte térmico, una purga gaseosa efectiva y una rigurosa limpieza post-soldadura, es posible mitigar estos efectos y asegurar que las uniones de acero inoxidable no solo sean fuertes mecánicamente, sino que también conserven su excepcional resistencia a la corrosión. La inversión en estas prácticas garantiza la durabilidad y el rendimiento óptimo de las estructuras y componentes fabricados con este versátil material.
Si quieres conocer otros artículos parecidos a Soldadura de Acero Inoxidable: Efectos y Soluciones puedes visitar la categoría Soldadura.