04/08/2023
La soldadura es un arte y una ciencia que requiere precisión y un profundo conocimiento de los parámetros involucrados. Cuando se trata de soldar materiales específicos como el acero inoxidable, la elección y el ajuste de la corriente y el voltaje se vuelven cruciales para garantizar la integridad, la estética y la durabilidad de la unión. El acero inoxidable, conocido por su resistencia a la corrosión y su acabado estético, demanda una atención especial a estos detalles para evitar deformaciones, quemaduras o una soldadura de baja calidad. Comprender cómo la corriente, el voltaje y el amperaje interactúan es el primer paso para dominar este proceso esencial en una amplia gama de industrias, desde la construcción hasta la fabricación de equipos de alta precisión.
A menudo, los soldadores principiantes y experimentados se preguntan: ¿qué tipo de corriente es la más adecuada? ¿Cuál es el voltaje ideal? ¿Cómo ajustar el amperaje para diferentes grosores de material? Estas preguntas son fundamentales para lograr soldaduras eficientes y de alta calidad. A lo largo de este artículo, desglosaremos cada uno de estos componentes, ofreciendo una guía detallada sobre cómo optimizarlos para sus proyectos de soldadura de acero inoxidable, abordando los tipos de corriente, los rangos de voltaje y la importancia del amperaje en diversas aplicaciones.
Tipos de Corriente para Soldar Acero Inoxidable
La elección del tipo de corriente es uno de los primeros parámetros que un soldador debe considerar. Las máquinas de soldar modernas son increíblemente versátiles y pueden operar con diferentes tipos de corriente, cada una con sus propias características y aplicaciones ideales. Generalmente, nos encontramos con dos tipos principales de corriente en el contexto de la soldadura: la Corriente Continua (CC) y la Corriente Alterna (CA).
Corriente Continua (CC)
La Corriente Continua (CC) es, con diferencia, la más utilizada en la soldadura de acero inoxidable, especialmente en procesos como TIG (GTAW) y SMAW (Soldadura con electrodo revestido). Se caracteriza por un flujo constante de electrones en una única dirección, desde el polo negativo al polo positivo. Esta estabilidad ofrece un arco de soldadura muy suave y estable, lo que facilita el control del baño de fusión y produce soldaduras de alta calidad con un excelente acabado.
Dentro de la corriente continua, existen dos polaridades que se pueden utilizar:
- CC Electrodo Negativo (CCEN o DCEN): El electrodo está conectado al polo negativo y la pieza de trabajo al polo positivo. Esto concentra el 70% del calor en la pieza de trabajo, lo que es ideal para materiales delgados y para lograr una penetración profunda. Es muy común en soldadura TIG de acero inoxidable.
- CC Electrodo Positivo (CCEP o DCEP): El electrodo está conectado al polo positivo y la pieza de trabajo al polo negativo. Esto concentra el 70% del calor en el electrodo, lo que es útil para materiales más gruesos y para limpiar óxidos en la superficie del metal base. Sin embargo, puede sobrecalentar el electrodo rápidamente.
La CC es preferida para el acero inoxidable debido a su estabilidad, la calidad del cordón que produce, su menor salpicadura y la facilidad para soldar en todas las posiciones. Permite un control preciso de la entrada de calor, lo cual es vital para evitar la distorsión y la pérdida de propiedades de corrosión en el acero inoxidable.
Corriente Alterna (CA)
Aunque la Corriente Alterna (CA) es menos común para la soldadura de acero inoxidable que la CC, tiene sus aplicaciones, especialmente en ciertos procesos de soldadura con electrodo revestido (SMAW) o en situaciones donde la CC presenta problemas de soplo de arco magnético. La CA invierte su dirección de flujo periódicamente (típicamente 50 o 60 veces por segundo, o Hz).
La principal ventaja de la CA es su capacidad para mitigar el soplo de arco magnético, un fenómeno que puede ocurrir con la CC en ciertas geometrías o con altos amperajes, causando que el arco se desvíe. Sin embargo, el arco de CA es inherentemente menos estable que el de CC, lo que puede resultar en un mayor salpicado y un cordón de soldadura menos estético. Para el acero inoxidable, la CA no es la opción preferida a menos que sea específicamente requerida por el proceso o para superar problemas de soplo de arco.
Es importante distinguir entre la corriente de soldadura (CC o CA) y el tipo de alimentación eléctrica de la máquina (monofásica o trifásica). La mayoría de las máquinas de soldar operan con alimentación de corriente alterna, ya sea monofásica (generalmente 120V o 230V) o trifásica (208V, 460V, 575V), y luego convierten esta CA en la corriente de soldadura deseada (CC o CA).
| Característica | Corriente Continua (CC) | Corriente Alterna (CA) |
|---|---|---|
| Estabilidad del Arco | Muy estable y suave | Menos estable, tiende a extinguirse y reencenderse |
| Penetración | Profunda y concentrada (CCEN) | Menos profunda, más dispersa |
| Calidad del Cordón | Excelente, suave, con menos salpicaduras | Menor calidad, más salpicaduras |
| Control del Baño | Fácil y preciso | Más difícil |
| Soplo de Arco | Posible en ciertas condiciones | Minimizado o eliminado |
| Aplicaciones Típicas | Acero inoxidable, aceros al carbono, TIG, MIG/MAG, SMAW | Aluminio (en TIG), ciertos SMAW, donde hay soplo de arco |
Voltaje en la Soldadura de Acero Inoxidable
El voltaje juega un papel fundamental en la soldadura, especialmente en lo que respecta a la longitud y la estabilidad del arco. En el contexto de la soldadura, hablamos principalmente de dos tipos de voltaje: el voltaje primario de la fuente de alimentación y el voltaje de arco.
Voltaje Primario de la Fuente de Alimentación
El voltaje primario se refiere al voltaje de la red eléctrica al que se conecta la máquina de soldar. Los voltajes comunes varían significativamente según la región y el tipo de instalación, incluyendo 120V (110V/115V), 208V (200V), 230V (220V/240V), 460V (440V/480V) y 575V (600V), todos ellos en Corriente Alterna (V.C.A.) con una frecuencia de 50 o 60 Hz. Las fuentes de alimentación para soldadura están diseñadas para funcionar con estos voltajes y transformarlos en la corriente y voltaje de soldadura necesarios.
Es crucial que la máquina de soldar se conecte a un voltaje primario compatible y con la capacidad de amperaje adecuada para evitar daños al equipo y garantizar un rendimiento óptimo. Un voltaje primario insuficiente puede llevar a una caída de rendimiento de la máquina, mientras que un voltaje excesivo puede dañarla.
Voltaje de Arco
El Voltaje de Arco es el voltaje que se establece a través del arco eléctrico durante el proceso de soldadura, entre el electrodo y la pieza de trabajo. Este voltaje es considerablemente más bajo que el voltaje primario y se encuentra típicamente en el rango de 15 a 40 voltios para la mayoría de los procesos de soldadura de acero inoxidable, como SMAW, TIG, MIG/MAG y FCAW. Específicamente, el voltaje de arco se caracteriza por un bajo potencial, generalmente entre 25 y 50 voltios, y una elevada intensidad de corriente.
El voltaje de arco influye directamente en la longitud del arco: un voltaje más alto produce un arco más largo y ancho, mientras que un voltaje más bajo resulta en un arco más corto y concentrado. Para el acero inoxidable, un control preciso del voltaje de arco es esencial. Un arco demasiado largo (alto voltaje) puede llevar a una menor penetración, mayor salpicadura, y una mayor exposición del metal fundido al aire, lo que puede afectar las propiedades de resistencia a la corrosión del acero inoxidable. Por el contrario, un arco demasiado corto (bajo voltaje) puede causar que el electrodo se pegue a la pieza de trabajo y dificultar el avance de la soldadura.
En procesos como MIG/MAG, el voltaje de arco se ajusta para controlar la forma del cordón y la penetración, trabajando en conjunto con la velocidad de alimentación del alambre. En TIG, el soldador controla la longitud del arco manualmente (y, por lo tanto, el voltaje de arco) a través de la distancia entre el electrodo de tungsteno y la pieza de trabajo.
Amperaje: El Corazón de la Soldadura de Acero Inoxidable
Si el voltaje define la longitud del arco, el amperaje (intensidad de corriente) es el que determina la cantidad de calor que se genera en el arco y, por lo tanto, la penetración de la soldadura. Para la soldadura de acero inoxidable, el rango de corriente suele oscilar entre 50 y 400 amperios, dependiendo del proceso, el grosor del material y el diámetro del electrodo o alambre.
La selección adecuada del amperaje es vital para el acero inoxidable, ya que este material es sensible al sobrecalentamiento. Un exceso de calor puede provocar distorsión, carburos de cromo (lo que reduce la resistencia a la corrosión), y un aspecto no deseado del cordón. Un amperaje insuficiente, por otro lado, resultará en una penetración deficiente y una unión débil.
Cómo Determinar el Amperaje para Soldar Acero Inoxidable
La regla general para establecer el amperaje es que cuanto más grueso sea el material a soldar, mayor será el amperaje requerido. Sin embargo, también influye el tipo y diámetro del electrodo o alambre, y la posición de soldadura. Aquí algunos ejemplos prácticos:
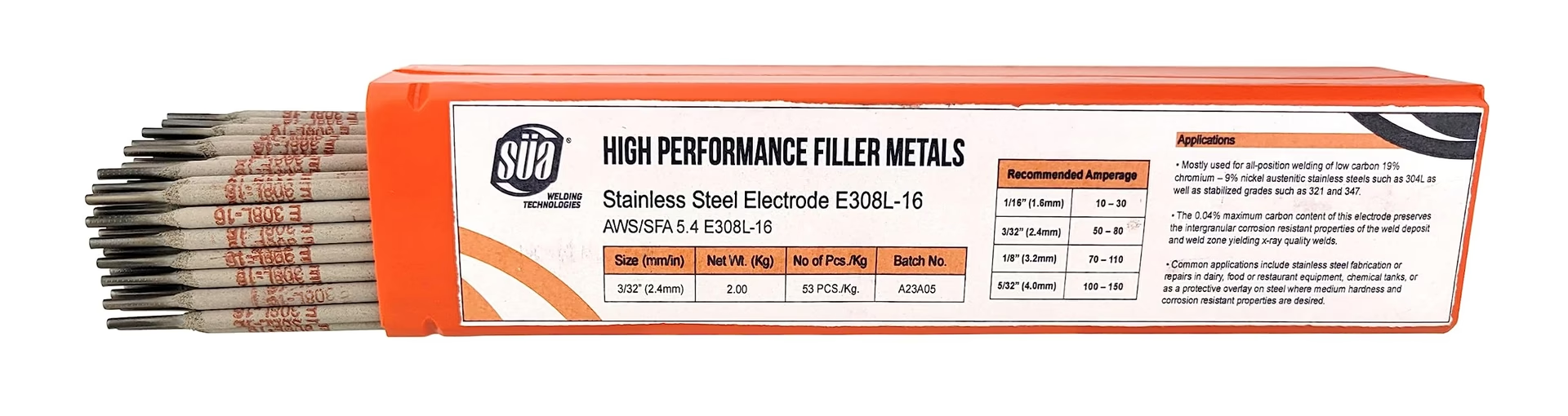
- Chapas finas (0.8 mm a 2 mm): Para láminas de acero inoxidable de 0.8 mm, 1 mm, 1.5 mm o 2 mm de espesor, se suelen utilizar electrodos de 1.5 mm o 2 mm de diámetro. El amperaje recomendado para estas aplicaciones es relativamente bajo, generalmente entre 35 y 50 amperios. Para chapas muy delgadas, es crucial mantener un bajo aporte de calor para evitar la deformación y el quemado.
- Unión de caños y perfiles (1.2 mm a 3 mm): Para la unión de caños redondos o rectangulares de acero inoxidable con espesores de 1.2 mm, 1.6 mm o 2 mm, se pueden emplear electrodos de 1.5 mm, 2 mm o 2.5 mm. El rango de amperaje para estas uniones suele situarse entre 40 y 65 amperios. Para espesores mayores, como 3 mm, podría ser necesario aumentar el amperaje y el diámetro del electrodo (por ejemplo, electrodos de 3.25 mm con amperajes de 70-100A o más).
Es importante recordar que estas son solo pautas iniciales. La práctica, la experiencia y la observación del baño de fusión son fundamentales para ajustar el amperaje con precisión. Un buen indicador de un amperaje correcto es un arco estable, un baño de fusión que se mueve suavemente y un cordón de soldadura con buena penetración y apariencia.
La Interacción entre Corriente, Voltaje y Amperaje en la Soldadura de Acero Inoxidable
La relación entre corriente, voltaje y amperaje es intrínseca y define el éxito de cualquier proceso de soldadura. Aunque a menudo se ajustan de forma independiente, sus efectos están interconectados y deben considerarse en conjunto para optimizar la calidad de la soldadura en acero inoxidable.
- Procesos de Voltaje Constante (CV): Procesos como MIG/MAG (GMAW) y FCAW (Flux-Cored Arc Welding) son típicamente de voltaje constante. En estos procesos, el soldador ajusta el voltaje y la velocidad de alimentación del alambre. La máquina ajusta automáticamente el amperaje para mantener el voltaje de arco seleccionado. Un voltaje más alto resulta en un arco más largo y un cordón más ancho y plano, mientras que un voltaje más bajo produce un arco más corto y un cordón más estrecho y con mayor convexidad. La velocidad de alimentación del alambre controla directamente el amperaje y, por lo tanto, el aporte de calor y la penetración. Para acero inoxidable, el control preciso del CV es vital para evitar la sobrepenetración o la falta de fusión.
- Procesos de Corriente Constante (CC): Procesos como SMAW (Soldadura con electrodo revestido) y TIG (GTAW) son generalmente de corriente constante. En estos casos, el soldador ajusta el amperaje directamente en la máquina. El voltaje de arco variará ligeramente en función de la longitud del arco que mantenga el soldador. Un amperaje más alto significa más calor y mayor penetración, mientras que un amperaje más bajo reduce el calor y la penetración. En la soldadura TIG de acero inoxidable, el soldador tiene un control muy preciso del amperaje y, a través de la manipulación del soplete, también controla la longitud del arco y, por ende, el voltaje.
En todos los procesos, el objetivo es encontrar el equilibrio perfecto que proporcione la penetración deseada, un buen control del baño de fusión, un mínimo de distorsión y un cordón de soldadura visualmente atractivo y estructuralmente sólido. Para el acero inoxidable, esto a menudo significa operar con un aporte de calor controlado y, en muchos casos, con la Corriente Continua.
Preguntas Frecuentes sobre Corriente y Voltaje en Soldadura
¿Qué tipo de corriente se utiliza para soldar?
Las máquinas de soldar pueden utilizar tanto la corriente monofásica como la trifásica como alimentación de entrada. Sin embargo, la corriente de soldadura en sí misma puede ser Corriente Continua (CC) o Corriente Alterna (CA). Para la soldadura de acero inoxidable, la CC es la más utilizada debido a su estabilidad y control del arco, mientras que la CA tiene aplicaciones específicas, como en la soldadura de aluminio o para mitigar el soplo de arco.
¿Cuál es el voltaje para soldar?
El voltaje para soldar se refiere principalmente al Voltaje de Arco, que es el voltaje presente a través del arco eléctrico entre el electrodo y la pieza de trabajo. Este rango suele estar entre 15 y 40 voltios para la mayoría de los procesos de soldadura (SMAW, TIG, MIG/MAG, FCAW). Específicamente, para el arco eléctrico, el potencial se sitúa entre 25 y 50 voltios. En cuanto al voltaje primario (el de la toma de corriente), los voltajes comunes son 120V, 208V, 230V, 460V y 575V.
¿Cómo saber el amperaje para soldar?
El amperaje se determina principalmente por el grosor del material a soldar y el diámetro del electrodo o alambre. Para chapas finas de acero inoxidable (1-2 mm), se pueden usar electrodos de 1.5 mm o 2 mm, regulando la máquina entre 35 y 50 amperios. Para uniones de caños o perfiles de 1.2 mm a 2 mm, con electrodos de 1.5 mm, 2 mm o 2.5 mm, el amperaje puede oscilar entre 40 y 65 amperios. Siempre es recomendable consultar las tablas de amperaje del fabricante del electrodo o alambre y realizar pruebas en chatarra para afinar el ajuste.
¿Qué es voltaje de arco en soldadura?
El Voltaje de Arco en soldadura es la diferencia de potencial eléctrico que se establece y mantiene a través del arco eléctrico entre el electrodo y la pieza de trabajo durante el proceso de soldadura. Es una descarga eléctrica de alta intensidad (10-2000 A) y bajo potencial (25-50 V) que genera el calor necesario para fundir los metales. Este voltaje influye directamente en la longitud y la forma del arco, afectando la penetración y la apariencia del cordón de soldadura.
En resumen, la soldadura de Acero Inoxidable es un proceso que exige un entendimiento profundo de la corriente, el voltaje y el amperaje. La elección de la Corriente Continua es a menudo la preferida por su estabilidad y el control que ofrece. El Voltaje de Arco debe ajustarse cuidadosamente para controlar la longitud y la forma del arco, mientras que el Amperaje es crucial para determinar el aporte de calor y la penetración. Dominar estos parámetros no solo garantiza uniones fuertes y duraderas, sino que también preserva las propiedades únicas del acero inoxidable, como su resistencia a la corrosión y su acabado estético. La práctica constante y la experimentación con diferentes configuraciones son la clave para convertirse en un soldador experto de este material tan valioso.
Si quieres conocer otros artículos parecidos a Corriente y Voltaje para Soldar Acero Inoxidable puedes visitar la categoría Soldadura.