14/11/2024
El acero inoxidable es un material omnipresente en nuestra vida diaria, desde utensilios de cocina hasta componentes industriales críticos. Su popularidad se debe principalmente a su notable resistencia a la corrosión, una característica que, aunque inherente, puede ser significativamente mejorada y mantenida a través de un proceso fundamental conocido como pasivación. Entender la pasivación no solo es crucial para ingenieros y fabricantes, sino para cualquier persona que desee maximizar la vida útil y el rendimiento de sus productos de acero inoxidable. Este proceso crea una barrera protectora invisible que defiende el metal de los ataques corrosivos, asegurando su integridad y apariencia a lo largo del tiempo. Sin una pasivación adecuada, incluso el acero inoxidable más robusto es vulnerable a la oxidación y al deterioro, comprometiendo su funcionalidad y valor estético. Acompáñenos en un viaje detallado para comprender la ciencia detrás de esta técnica esencial, los productos químicos involucrados, cómo se lleva a cabo y por qué es tan vital para la longevidad del acero inoxidable.
¿Qué es la Pasivación del Acero Inoxidable?
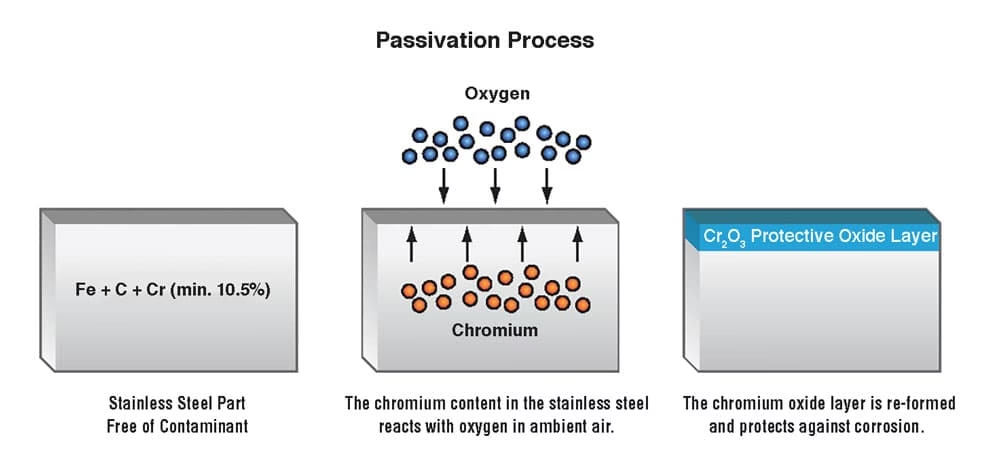
La pasivación es un proceso post-fabricación que mejora la capa de óxido de cromo, ya existente de forma natural en la superficie del acero inoxidable. El acero inoxidable debe su resistencia a la corrosión a una delgada, transparente y espontáneamente formada película pasiva de óxido de cromo. Esta capa es increíblemente delgada, de solo unos nanómetros de espesor, y actúa como una barrera protectora que aísla el hierro subyacente del oxígeno y otros agentes corrosivos. Sin embargo, durante los procesos de fabricación como el corte, la soldadura, el mecanizado o el rectificado, la superficie del acero inoxidable puede contaminarse con partículas de hierro libre o compuestos ferrosos. Estas contaminaciones, así como las inclusiones de sulfuro que se forman durante la fabricación del acero, pueden comprometer la integridad de la película pasiva original. Cuando el hierro libre queda expuesto en la superficie, es susceptible a la oxidación y puede iniciar la corrosión, lo que se manifiesta como óxido rojo. La pasivación química elimina estas contaminaciones superficiales y, lo que es más importante, promueve la formación de una capa de óxido de cromo más gruesa, más uniforme y más protectora. Este proceso no es un recubrimiento ni una electrodeposición; es una mejora de la capa natural del material. El resultado es una superficie de acero inoxidable con una mayor resistencia a la corrosión y una vida útil prolongada, capaz de soportar entornos agresivos sin degradarse.
La Importancia Vital de la Pasivación
La pasivación es mucho más que un paso opcional; es una inversión crítica en la durabilidad y el rendimiento del acero inoxidable. Sin una pasivación adecuada, el acero inoxidable, a pesar de su nombre, puede oxidarse. Las partículas de hierro incrustadas o las inclusiones de sulfuro actúan como sitios anódicos que inician la corrosión galvánica en presencia de humedad y oxígeno. Esto puede llevar a la formación de picaduras o corrosión por grietas, que son especialmente problemáticas porque pueden propagarse rápidamente y comprometer la integridad estructural del componente. En aplicaciones donde la higiene es primordial, como en la industria alimentaria, farmacéutica o médica, la pasivación es indispensable. Una superficie pasivada es más lisa a nivel microscópico y menos propensa a la adhesión de bacterias o contaminantes, facilitando la limpieza y esterilización. Además, en entornos donde la apariencia estética es crucial, como en arquitectura o bienes de consumo, la pasivación previene la decoloración y el óxido superficial, manteniendo el brillo y el acabado original del material. Ignorar la pasivación puede resultar en fallos prematuros de los componentes, costosas reparaciones, tiempo de inactividad de la producción y, en última instancia, una pérdida de confianza en el producto o la marca.
Productos Químicos Clave para Pasivar el Acero Inoxidable
La pasivación del acero inoxidable se logra mediante la inmersión del material en soluciones ácidas específicas. Los productos químicos más comúnmente utilizados para este propósito son el ácido nítrico y el ácido cítrico, cada uno con sus propias ventajas y consideraciones de seguridad. Es fundamental seleccionar el ácido adecuado según el tipo de acero inoxidable, la aplicación y las regulaciones ambientales y de seguridad. La función principal de estos ácidos es disolver las partículas de hierro libre y otras contaminaciones de la superficie, mientras que simultáneamente permiten que el cromo reaccione con el oxígeno para formar o regenerar la capa de óxido de cromo protectora.
Ácido Nítrico
Históricamente, el ácido nítrico ha sido el estándar de la industria para la pasivación. Se utiliza en varias concentraciones y temperaturas, dependiendo del grado de acero inoxidable y la especificación deseada. El ácido nítrico es muy eficaz para eliminar el hierro libre y la contaminación superficial. Sin embargo, es un ácido fuerte y oxidante, lo que implica riesgos significativos para la seguridad y el medio ambiente. Requiere una ventilación adecuada, equipo de protección personal riguroso y una manipulación cuidadosa. Además, la eliminación de los residuos de ácido nítrico debe hacerse siguiendo estrictas normativas ambientales debido a su naturaleza corrosiva y los subproductos tóxicos que puede generar, como óxidos de nitrógeno.
Ácido Cítrico
En las últimas décadas, el ácido cítrico ha ganado una popularidad considerable como una alternativa más segura y ecológica al ácido nítrico. Es un ácido orgánico derivado de fuentes naturales (como los cítricos), no es tóxico y es biodegradable. Aunque se considera más suave que el ácido nítrico, el ácido cítrico es sorprendentemente eficaz en la eliminación de contaminantes de hierro y en la promoción de la pasivación. Su menor toxicidad y menor impacto ambiental hacen que su manipulación sea más segura y que la eliminación de residuos sea menos problemática y costosa. Esto lo convierte en la opción preferida para muchas industrias, especialmente aquellas con estrictos requisitos de seguridad y sostenibilidad.
Otras Soluciones
Aunque el nítrico y el cítrico son los principales, existen otras soluciones ácidas o mezclas que pueden ser utilizadas en casos específicos, como soluciones de ácido fosfórico o mezclas complejas que contienen activadores y tensioactivos para mejorar la eficacia de la pasivación. Sin embargo, estas son menos comunes para la pasivación general y a menudo se utilizan para aplicaciones muy especializadas o para la limpieza antes de la pasivación (decapado).
El Proceso de Pasivación Paso a Paso
El proceso de pasivación típicamente sigue una serie de pasos para asegurar una superficie limpia y correctamente pasivada:
- Limpieza Previa: Antes de la pasivación, es crucial limpiar a fondo el acero inoxidable para eliminar aceites, grasas, suciedad, óxidos pesados y otros contaminantes orgánicos o inorgánicos. Esto se puede lograr con limpiadores alcalinos, desengrasantes o soluciones de decapado si hay óxido o escamas de soldadura. Una superficie limpia permite que la solución de pasivación entre en contacto directo con el metal.
- Enjuague: Después de la limpieza, el material debe enjuagarse completamente con agua limpia (idealmente desionizada) para eliminar cualquier residuo de los productos de limpieza. Los residuos pueden reaccionar negativamente con la solución de pasivación.
- Inmersión en Solución de Pasivación: El acero inoxidable se sumerge en la solución ácida (nítrico o cítrico) a una concentración y temperatura específicas durante un tiempo determinado. Los parámetros exactos dependerán del grado de acero inoxidable, el tipo de ácido y los estándares de la industria (por ejemplo, ASTM A967).
- Enjuague Final: Una vez transcurrido el tiempo de inmersión, el material se retira de la solución de pasivación y se enjuaga exhaustivamente con agua limpia, a menudo con agua desionizada o desmineralizada para evitar la deposición de minerales que podrían comprometer la capa pasiva.
- Secado: Finalmente, el acero se seca completamente, a menudo con aire caliente o secado al aire, para permitir que la capa de óxido de cromo se forme y se estabilice completamente al reaccionar con el oxígeno del aire.
Cómo Elegir el Ácido para el Acero Inoxidable
La elección entre ácido nítrico y ácido cítrico para la pasivación del acero inoxidable depende de varios factores críticos:
- Grado de Acero Inoxidable: Algunos grados de acero inoxidable, especialmente aquellos con menor contenido de cromo o mayor contenido de azufre (como el 303), pueden ser más sensibles a las soluciones de ácido nítrico, lo que puede provocar picaduras o un acabado opaco. Para estos grados, el ácido cítrico suele ser una opción más segura y eficaz. Los grados más resistentes a la corrosión, como el 316 o los dúplex, generalmente toleran bien el ácido nítrico.
- Requisitos de Rendimiento: Ambos ácidos son capaces de lograr una pasivación efectiva. Sin embargo, en aplicaciones de alta criticidad donde se requiere la máxima resistencia a la corrosión, algunas especificaciones aún pueden preferir o requerir el uso de ácido nítrico debido a su historial de uso prolongado y su capacidad para oxidar completamente el hierro libre. No obstante, el ácido cítrico ha demostrado resultados comparables en muchas pruebas y aplicaciones.
- Seguridad y Medio Ambiente: El ácido cítrico es significativamente más seguro para el personal y el medio ambiente. Sus vapores no son tóxicos, no es corrosivo para la piel en concentraciones de pasivación y es biodegradable, lo que reduce los costos y la complejidad de la gestión de residuos. El ácido nítrico, por otro lado, requiere medidas de seguridad mucho más estrictas, equipos de protección personal especializados y sistemas de ventilación robustos, además de un tratamiento de aguas residuales más complejo y costoso.
- Costo Total: Aunque el costo inicial del ácido cítrico puede ser ligeramente superior al del ácido nítrico, los ahorros en seguridad, ventilación, tratamiento de residuos y cumplimiento normativo suelen hacer que el ácido cítrico sea la opción más rentable a largo plazo.
- Especificaciones y Normativas: Es crucial consultar las especificaciones aplicables (por ejemplo, ASTM A967, AMS 2700, o estándares militares) que a menudo dictan el método de pasivación permitido para una aplicación particular. Algunas normativas pueden especificar el uso de uno u otro, o proporcionar pautas para ambos.
En resumen, si bien el ácido nítrico sigue siendo una opción válida, el ácido cítrico es cada vez más la elección preferida debido a su equilibrio entre eficacia, seguridad y sostenibilidad, especialmente en industrias sensibles como la farmacéutica, alimentaria y médica.
Tabla Comparativa: Ácido Nítrico vs. Ácido Cítrico para Pasivación
| Característica | Ácido Nítrico | Ácido Cítrico |
|---|---|---|
| Eficacia de Pasivación | Excelente, estándar industrial | Excelente, comparable al nítrico |
| Seguridad para el Operador | Requiere precauciones extremas (corrosivo, vapores tóxicos) | Mucho más seguro (no tóxico, menos irritante) |
| Impacto Ambiental | Alto (residuos peligrosos, óxidos de nitrógeno) | Bajo (biodegradable, menos residuos tóxicos) |
| Costo de Disposición | Alto (tratamiento de aguas residuales complejo) | Bajo (menos tratamiento requerido) |
| Ataque al Metal | Puede atacar algunos grados (ej. 303) o causar decoloración | Generalmente no ataca el metal base, incluso en grados sensibles |
| Tiempo de Proceso | Generalmente más corto (minutos a horas) | Puede ser ligeramente más largo (horas) |
| Ventilación Requerida | Estricta y robusta | Mínima o moderada |
| Temperaturas Típicas | Temperatura ambiente a 60°C | Temperatura ambiente a 70°C |
Tiempo de Pasivación: ¿Cuánto se Necesita?
El tiempo requerido para pasivar el acero inoxidable no es un valor fijo, sino que depende de una combinación de factores:
- Grado de Acero Inoxidable: Los aceros inoxidables con mayor contenido de cromo y molibdeno (como el 316, 317 o grados dúplex) tienden a pasivarse más rápidamente y de manera más efectiva debido a su mayor capacidad para formar la capa de óxido de cromo. Los grados con menor contenido de cromo o azufre (como el 303 o el 416) pueden requerir tiempos de inmersión más prolongados o formulaciones específicas para lograr una pasivación adecuada.
- Concentración y Temperatura de la Solución: Las soluciones más concentradas y a temperaturas más elevadas generalmente aceleran el proceso de pasivación. Sin embargo, exceder los límites recomendados puede ser contraproducente, ya que podría dañar la superficie del metal o provocar picaduras en lugar de pasivación. Las especificaciones (como ASTM A967) proporcionan rangos recomendados para cada tipo de ácido y grado de acero.
- Condición de la Superficie: Una superficie que ha sido limpiada y desengrasada adecuadamente se pasivará más rápido y de manera más uniforme que una superficie con contaminantes. La presencia de óxido, escamas de soldadura o partículas de hierro incrustadas prolongará significativamente el tiempo necesario o requerirá pasos de pre-tratamiento adicionales como el decapado.
- Especificaciones del Fabricante o Cliente: A menudo, las especificaciones de diseño o las normas de la industria dictan los tiempos mínimos y máximos de inmersión para asegurar la calidad y el cumplimiento. Por ejemplo, la ASTM A967 proporciona tablas detalladas con tiempos recomendados para diferentes métodos de pasivación y grados de acero.
Como una pauta general, los tiempos de inmersión en soluciones de ácido nítrico pueden variar desde 20 minutos hasta varias horas (2-4 horas), dependiendo de la concentración y la temperatura. Para soluciones de ácido cítrico, los tiempos suelen ser un poco más largos, generalmente de 30 minutos a 6 horas, aunque algunas formulaciones pueden ser más rápidas. Es crucial realizar pruebas o seguir las recomendaciones del proveedor del químico o de las normas aplicables para determinar el tiempo óptimo para una aplicación específica. Un tiempo insuficiente resultará en una pasivación incompleta, mientras que un tiempo excesivo puede ser innecesario y potencialmente perjudicial.
Mantenimiento Post-Pasivación
La pasivación no es un proceso de una sola vez que garantiza una protección eterna. Para mantener la integridad de la capa pasiva y la resistencia a la corrosión del acero inoxidable a largo plazo, es esencial seguir ciertas prácticas de mantenimiento:
- Limpieza Regular: La suciedad, el polvo, los depósitos de sal, los residuos de alimentos o cualquier otro contaminante pueden adherirse a la superficie del acero inoxidable y, con el tiempo, pueden comprometer la capa pasiva. La limpieza regular con detergentes suaves y agua, seguida de un enjuague y secado, es fundamental. Evite limpiadores abrasivos o que contengan cloro, ya que pueden dañar la superficie.
- Evitar Contaminación Cruzada: Tenga cuidado de no permitir que partículas de hierro o acero al carbono entren en contacto con la superficie pasivada. Esto puede ocurrir con herramientas de acero al carbono, lana de acero o incluso el polvo de esmerilado de otros metales. Siempre use herramientas dedicadas para el acero inoxidable.
- Inspección Periódica: Realice inspecciones visuales para detectar signos de corrosión, como picaduras, decoloración o óxido. Si se detecta corrosión, puede ser necesario limpiar la zona afectada y volver a pasivar.
- Reparaciones y Repasivación: Si el acero inoxidable ha sido sometido a soldadura, mecanizado, rectificado u otros procesos que comprometen la capa pasiva, es crucial realizar una repasivación de las áreas afectadas o de toda la pieza para restaurar la protección.
Preguntas Frecuentes sobre la Pasivación del Acero Inoxidable
¿Es lo mismo pasivar que decapar?
No, no son lo mismo, aunque a menudo se realizan en secuencia. El decapado es un proceso más agresivo que se utiliza para eliminar óxidos, escamas de soldadura, decoloración y otras capas superficiales gruesas que se forman a alta temperatura. Utiliza ácidos más fuertes (a menudo mezclas de ácido nítrico e hidrofluórico) y su objetivo principal es limpiar la superficie. La pasivación, por otro lado, es un proceso más suave que se enfoca en eliminar el hierro libre incrustado y mejorar la capa de óxido de cromo ya existente, sin eliminar el material base significativo. El decapado a menudo se realiza antes de la pasivación para asegurar una superficie limpia para que la pasivación sea efectiva.
¿Se puede pasivar el acero inoxidable en casa?
Si bien existen kits de pasivación para uso doméstico, la pasivación de componentes críticos o grandes volúmenes debe ser realizada por profesionales en un entorno controlado. La manipulación de ácidos, incluso los más suaves como el cítrico, requiere precauciones de seguridad. Además, asegurar la concentración, temperatura y tiempo de inmersión correctos es crucial para una pasivación efectiva y segura. Para piezas pequeñas o menos críticas, se pueden usar soluciones de ácido cítrico disponibles comercialmente con las debidas precauciones.
¿Cómo puedo saber si mi acero inoxidable está pasivado correctamente?
Existen varias pruebas para verificar la efectividad de la pasivación. Las más comunes incluyen:
- Prueba de Ferroxyl: Una prueba destructiva que utiliza una solución de ferrocianuro de potasio y ácido nítrico diluido. Si hay hierro libre en la superficie, reacciona y produce un color azul oscuro en unos 30 segundos.
- Prueba de Alto Contenido de Humedad: Se expone la pieza a una atmósfera de alta humedad (95-100% HR) a una temperatura elevada (por ejemplo, 49°C) durante 24 horas. La aparición de óxido indica una pasivación inadecuada.
- Espectroscopia de Fotoelectrones de Rayos X (XPS): Una técnica analítica avanzada que mide la composición química de la superficie y la relación cromo/hierro, proporcionando una evaluación cuantitativa de la capa pasiva.
¿Todos los grados de acero inoxidable requieren pasivación?
Aunque todos los aceros inoxidables se benefician de la pasivación, no todos los grados la 'necesitan' de la misma manera. Los grados con mayor contenido de cromo y molibdeno tienen una mayor capacidad natural para pasivarse. Sin embargo, después de cualquier proceso de fabricación que pueda introducir contaminación de hierro o dañar la superficie, como soldadura o mecanizado, la pasivación es altamente recomendable para todos los grados para restaurar su máxima resistencia a la corrosión y eliminar posibles sitios de inicio de corrosión.
¿Qué es el brillo electrolítico y cómo se relaciona con la pasivación?
El brillo electrolítico (electropolishing) es un proceso electroquímico que elimina selectivamente las capas superficiales del metal, incluyendo el hierro libre y las irregularidades microscópicas, dejando una superficie extremadamente lisa, brillante y limpia. Durante este proceso, se produce una capa de óxido de cromo enriquecida de forma natural. Por lo tanto, el brillo electrolítico a menudo se considera un proceso que pasiva el acero inoxidable de manera efectiva, además de mejorar su acabado superficial y limpieza. En muchas aplicaciones, el brillo electrolítico puede reemplazar la necesidad de una pasivación química posterior.
La pasivación es un pilar fundamental en la fabricación y el mantenimiento del acero inoxidable, asegurando que este material tan versátil cumpla con su promesa de durabilidad y resistencia a la corrosión. Al comprender los principios detrás de este proceso, la elección de los químicos adecuados y la importancia de un procedimiento riguroso, podemos garantizar la longevidad y el rendimiento óptimo de los productos de acero inoxidable en innumerables aplicaciones, desde la industria hasta el hogar.
Si quieres conocer otros artículos parecidos a Pasivación del Acero Inoxidable: Guía Completa puedes visitar la categoría Acero.