01/10/2024
El mundo de la fabricación moderna se encuentra en constante evolución, impulsado por la búsqueda incansable de mayor precisión, eficiencia y versatilidad. En este escenario, el corte térmico por láser ha emergido como una de las tecnologías más revolucionarias y ampliamente adoptadas, transformando la manera en que se procesan los materiales, desde el acero común hasta aleaciones avanzadas como el acero inoxidable. Este proceso, que combina el poder de la luz concentrada con la asistencia de gases a presión, permite no solo dar forma a piezas con contornos intrincados, sino también optimizar los tiempos de producción y reducir significativamente los residuos. A lo largo de este artículo, exploraremos en profundidad qué es el corte térmico por láser, sus principios fundamentales, los diversos tipos de equipos utilizados, sus innumerables ventajas y los desafíos que presenta, ofreciendo una visión completa de una técnica que es sinónimo de innovación y calidad en la industria.
¿Qué es el Corte Térmico por Láser?
El corte térmico por láser es una técnica de fabricación avanzada que utiliza un haz de luz láser altamente concentrado como fuente de energía para cortar piezas de chapa metálica. La esencia de este proceso radica en la capacidad del láser para enfocar una gran cantidad de energía en un punto muy pequeño sobre la superficie del material, elevando su temperatura hasta el punto de fusión o vaporización. Sin embargo, para que el corte sea efectivo y limpio, la energía del láser por sí sola no es suficiente. Es indispensable el aporte de un gas a presión, conocido como gas de asistencia, que cumple la función crucial de evacuar el material fundido o vaporizado de la trayectoria del haz. Los gases más comúnmente utilizados para este propósito son el oxígeno, el nitrógeno o el argón, cada uno con aplicaciones específicas dependiendo del material y el tipo de corte deseado.
Este método es excepcionalmente adecuado tanto para el corte previo de grandes piezas como para el recorte de material sobrante, permitiendo desarrollar contornos extraordinariamente complicados y siluetas precisas en las piezas. La interacción térmica del láser con el metal es controlada con una graduación tan fina que, si se calibra correctamente, no deja rebaba en los bordes del corte, lo cual es un indicativo de la alta calidad del acabado. Además, las piezas a trabajar se prefieren opacas y no pulidas, ya que estas superficies reflejan menos la energía del láser, optimizando la eficiencia del corte. Los espesores más habituales que se pueden procesar con esta tecnología varían generalmente entre los 0,5 y 6 mm para materiales como el acero y el aluminio, aunque los sistemas de mayor potencia pueden cortar espesores mucho mayores. Las potencias más comunes para este método oscilan entre los 3000 y 5000 W, pero como se verá más adelante, existen equipos mucho más potentes.
El corte por haz láser (LBC, por sus siglas en inglés) es un proceso de corte térmico que se distingue por su capacidad de inducir una fusión o vaporización altamente localizada en el metal. Un gas de asistencia es vital para eliminar los materiales fundidos y volatilizados de la trayectoria del rayo láser, asegurando un corte limpio y continuo. Una característica clave de los sistemas modernos es que el haz de salida frecuentemente se pulsa a potencias máximas muy altas, lo que incrementa significativamente la velocidad de propagación de la operación de corte y mejora la calidad del acabado.
Ventajas Insuperables del Corte Láser
La adopción del corte térmico por láser en la industria se ha disparado debido a su impresionante lista de ventajas, que lo posicionan como una tecnología de fabricación superior en muchos aspectos.
En primer lugar, una de las ventajas más destacadas es que no es necesario disponer de matrices de corte. Esto elimina la necesidad de herramientas costosas y que requieren mucho tiempo de fabricación, lo que reduce significativamente los costos iniciales y los plazos de entrega, especialmente para prototipos o pequeñas series. Además, permite efectuar ajustes de silueta de manera rápida y sencilla, ofreciendo una flexibilidad inigualable en el diseño y la producción.
La precisión es otro pilar fundamental del corte láser. Si se realiza con equipo mecanizado, los cortes láser brindan resultados altamente reproducibles con anchuras de ranuras angostas, lo que se traduce en un uso más eficiente del material y en piezas con tolerancias muy ajustadas. La zona afectada por el calor (ZAC) es mínima, lo que reduce la distorsión del material y preserva sus propiedades metalúrgicas, un factor crítico en el procesamiento de materiales sensibles como el acero inoxidable. Prácticamente no hay distorsión, lo que garantiza la integridad dimensional de la pieza final.
El proceso es inherentemente flexible y extremadamente fácil de automatizar. Esto facilita su integración en líneas de producción avanzadas, donde el accionamiento robotizado puede mantener constante la distancia entre el electrodo (en este caso, la lente de enfoque del láser) y la superficie exterior de la pieza, asegurando una calidad de corte uniforme y consistente. Ofrece altas velocidades de corte con una excelente calidad, ya que el láser tiene la capacidad de operar perfiles de corte muy complejos y con radios de curvatura muy pequeños, abriendo un abanico de posibilidades de diseño antes inalcanzables.
Desde una perspectiva medioambiental, el corte láser es una tecnología limpia. No contamina ni utiliza sustancias químicas agresivas, lo que lo convierte en una opción más sostenible y segura para los operarios y el entorno. Si bien los costos del equipo han sido tradicionalmente altos, la buena noticia es que están disminuyendo a medida que la tecnología de resonadores se vuelve menos costosa, haciendo que esta avanzada herramienta sea cada vez más accesible para un mayor número de empresas.
Desafíos y Consideraciones
A pesar de sus múltiples beneficios, el corte térmico por láser presenta ciertos desafíos que deben ser considerados. La principal desventaja, como se mencionó, ha sido históricamente la alta inversión inicial en maquinaria. Aunque los costos están disminuyendo, sigue siendo una inversión significativa para muchas empresas.
Otro punto a considerar es la dificultad para cortar materiales que son muy conductores del calor. Cuanto más conductor del calor sea el material, como el cobre o ciertas aleaciones de aluminio, mayor será la dificultad para cortar, ya que gran parte de la energía láser se disipa rápidamente por conducción en lugar de concentrarse en el punto de corte. Esto requiere láseres de mayor potencia o configuraciones específicas para lograr un corte efectivo.
Además, el corte de acero con láser puede provocar un endurecimiento en los bordes de corte debido a las elevadas diferencias de temperatura que se producen durante el proceso. Este endurecimiento puede generar problemas durante el procesamiento posterior, como el doblado o el mecanizado, y puede requerir tratamientos térmicos adicionales para aliviar las tensiones y restaurar la ductilidad del material.
Tipos de Láser para Corte Industrial
Existen principalmente tres tipos de láseres que dominan el panorama del corte industrial, cada uno con características y aplicaciones específicas:
Láser de Dióxido de Carbono (CO2)
El láser de CO2 utiliza un medio gaseoso (una mezcla de dióxido de carbono, helio y nitrógeno) para producir la acción láser. Son una opción muy versátil y están disponibles comercialmente en potencias de hasta 6 kW, aunque existen sistemas de mayor potencia. Los láseres de CO2 son adecuados para una amplia gama de aplicaciones, incluyendo el corte, taladrado y grabado. Son particularmente efectivos para cortar materiales como titanio, acero inoxidable, acero dulce, aluminio, plástico, madera, madera de ingeniería, cera, tejidos y papel.
Los láseres de CO2 suelen ser "bombeados" de dos maneras: haciendo pasar una corriente a través de la mezcla de gases (excitados por CC) o utilizando energía de radiofrecuencia (excitados por RF). El método de RF es más reciente y se ha popularizado debido a que los diseños de CC con electrodos internos pueden sufrir erosión de estos y recubrimiento de material de electrodos en elementos de vidrio y óptica. Los resonadores de RF, al tener electrodos externos, no son propensos a estos problemas, lo que se traduce en mayor fiabilidad y menores requisitos de mantenimiento.
Dentro de los láseres CO2, el tipo de flujo de gas también influye en el rendimiento. Las variantes comunes incluyen flujo axial rápido, flujo axial lento, flujo transversal y losa. Los resonadores de flujo axial rápido circulan la mezcla de gases a gran velocidad, mientras que los de flujo transversal lo hacen a menor velocidad, requiriendo sopladores más sencillos. Los resonadores refrigerados por losa o difusión tienen un campo de gas estático, lo que elimina la necesidad de presurización y cristalería, ahorrando en turbinas y recambios.
Láser de Neodimio (Nd) y Neodimio:YAG (Nd:YAG)
Los láseres de neodimio (Nd) y de neodimio itrio-aluminio-granate (Nd:YAG) son idénticos en estilo pero difieren en su aplicación. Utilizan un material cristalino como medio de ganancia. El láser Nd se emplea para taladrado y donde se requiere alta energía pero baja repetición. Por otro lado, el láser Nd:YAG es la elección cuando se necesita una potencia muy alta, siendo ideal para mandrinado y grabado. Ambos, el láser CO2 y el Nd/Nd:YAG, pueden utilizarse para soldadura, lo que demuestra su versatilidad.
Los sistemas Nd:YAG también están disponibles en potencias de hasta 6 kW. Son principalmente utilizados para cortar y trazar metales y cerámica. Su capacidad para generar pulsos de alta energía los hace adecuados para aplicaciones donde la velocidad de corte y la calidad del borde son críticas, especialmente en chapas metálicas delgadas de cualquier material, incluso aquellos difíciles de cortar con CO2.
Láser de Fibra
El láser de fibra es un tipo de láser de estado sólido que ha experimentado un crecimiento exponencial en la industria del corte de metales. A diferencia del CO2 que usa un gas, o el Nd:YAG que usa un cristal, la tecnología de fibra utiliza un medio de ganancia sólido. El proceso comienza con un "semilla láser" que produce el rayo, el cual luego es amplificado dentro de una fibra de vidrio.
Con una longitud de onda de solo 1064 nanómetros, los láseres de fibra producen un punto de enfoque extremadamente pequeño, aproximadamente cien veces más pequeño en comparación con el del láser de CO2. Esta característica los convierte en una tecnología ideal para cortar metales altamente reflectivos como el cobre y el latón, que son notoriamente difíciles de procesar con otros tipos de láseres. Esta es una de las ventajas principales del láser de fibra en comparación con el de CO2.
Las ventajas del corte mediante láser de fibra son múltiples y significativas:
- Tiempos de procesamiento rápidos, lo que aumenta la productividad.
- Reducción del consumo de energía y de las facturas gracias a una mayor eficiencia energética.
- Mayor fiabilidad y rendimiento, ya que no hay ópticas que ajustar o alinear y no se requiere el reemplazo de lámparas.
- Mantenimiento mínimo, lo que reduce los tiempos de inactividad y los costos operativos.
- La capacidad única de procesar materiales altamente reflectantes como el cobre y el latón sin los desafíos que presentan otros láseres.
- Mayor productividad general, ya que los menores costes operativos ofrecen un mayor retorno de la inversión.
Tabla Comparativa de Tipos de Láser Industriales
| Característica | Láser CO2 | Láser Nd/Nd:YAG | Láser de Fibra |
|---|---|---|---|
| Medio de Ganancia | Gas (CO2, He, N2) | Cristal (Nd:YAG) | Fibra de vidrio (Estado sólido) |
| Longitud de Onda | 10.6 µm (Infrarrojo lejano) | 1.064 µm (Infrarrojo cercano) | 1.064 µm (Infrarrojo cercano) |
| Potencia Típica | Hasta 6 kW (comercial) | Hasta 6 kW | Hasta >6 kW (creciendo) |
| Tamaño del Punto Focal | Relativamente grande | Pequeño | Extremadamente pequeño (100x CO2) |
| Materiales Ideales | Acero, acero inoxidable, aluminio, plásticos, madera, textiles | Metales, cerámica (para corte/trazado, perforación) | Metales (especialmente reflectantes como cobre, latón), acero, acero inoxidable |
| Mantenimiento | Mayor (ópticas, gas, electrodos) | Moderado | Mínimo (sin ópticas para ajustar) |
| Eficiencia Energética | Menor | Moderada | Mayor |
El Proceso de Corte Térmico por Láser en Detalle
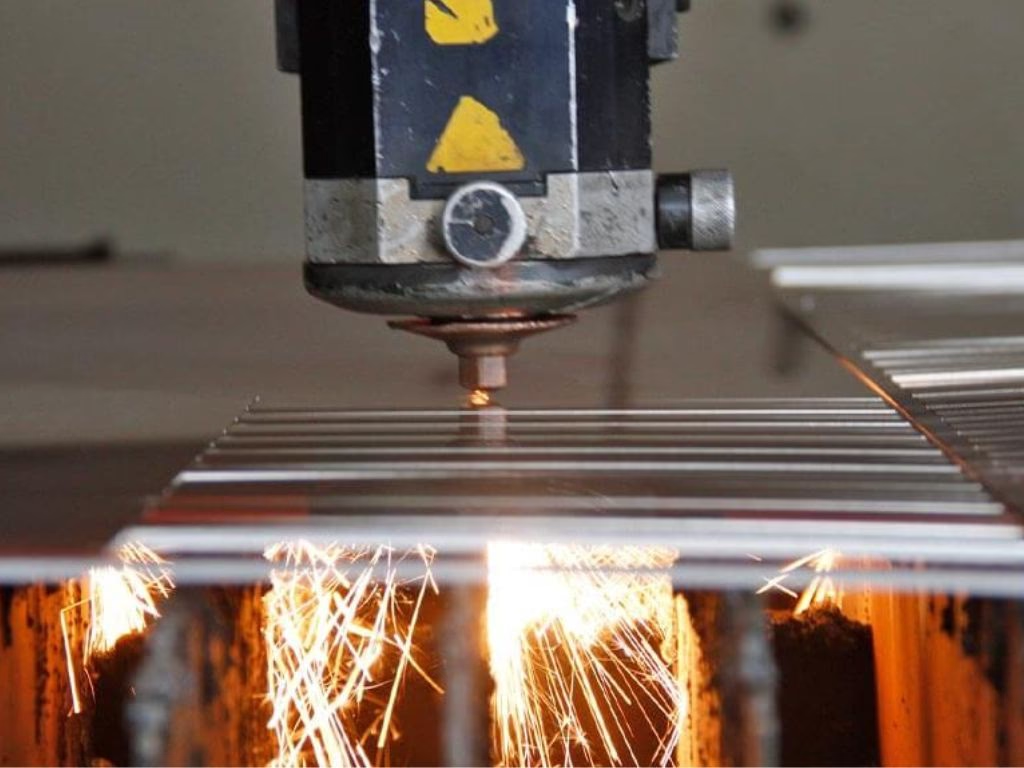
El corte térmico por láser es un proceso sofisticado que involucra la interacción precisa de un haz láser y un gas de asistencia. Consta de dos procesos simultáneos y fundamentales. Por un lado, el rayo láser enfocado se absorbe en el frente de corte, proporcionando la energía térmica necesaria para fundir o vaporizar el material. Por otro lado, una tobera de corte, dispuesta concéntricamente al láser, suministra el gas de proceso o gas de soplado. Este gas no solo protege la óptica de enfoque de vapores y salpicaduras, sino que, de manera crucial, impulsa el material eliminado fuera de la ranura de corte, asegurando un corte limpio y continuo.
Dependiendo de la temperatura alcanzada en la zona efectiva de corte y del tipo de gas de proceso suministrado, el material de la junta puede ser retirado de la ranura en diferentes estados de agregación: como líquido, como producto de oxidación, o como vapor. Esto da lugar a tres variantes principales del corte por haz láser: el Corte por Fusión con Rayo Láser, el Corte por Llama con Rayo Láser y el Corte por Sublimación con Rayo Láser.
Corte por Fusión con Rayo Láser (Fusion Cutting)
En el corte por fusión, la ranura se forma fundiendo el material y expulsándolo continuamente con un gas inerte o inerte. El chorro de gas, que puede ser nitrógeno, argón o helio (siendo el nitrógeno el más común por razones de costo), no participa en la reacción química con el material y su función principal es evitar que la superficie se oxide y arrastrar el material fundido. Las presiones de gas pueden alcanzar hasta 22 bar en lo que se conoce como corte a alta presión con gas inerte.
Este proceso es muy utilizado cuando se requieren cortes sin óxido, especialmente para el acero inoxidable y aleaciones de aluminio, así como aleaciones no ferrosas de alto punto de fusión. Incluso el acero de construcción normal con un espesor de hasta aproximadamente 6 a 10 mm a veces se corta con nitrógeno, ya que los bordes cortados no necesitan ser retrabajados para pintar o recubrir con polvo posteriormente.
La calidad de corte obtenida con este método es excepcionalmente alta, caracterizada por un escaso estriado en los bordes de corte y la ausencia de rebabas en la parte inferior del corte. Durante el proceso, el rayo láser licúa el material no solo en el frente de corte sino también de forma semicircular hasta los bordes de corte. La solidificación del material ocurre en ondas debido al avance continuo y la fusión resultante, lo que define la estructura característica del surco o la rugosidad del corte. La formación de escoria o rebabas se debe principalmente a fuerzas motrices insuficientes del flujo de gas, impidiendo la expulsión completa de la masa fundida, lo que puede solidificar gotas en el borde inferior.
Los parámetros que influyen críticamente en la calidad del corte por fusión incluyen la posición del foco del láser, la velocidad de avance, la potencia del láser, la distribución de la intensidad del haz y la presión del gas de corte. Optimizar estos parámetros es clave para lograr cortes precisos y limpios.
Con un sistema de corte por láser CO2 de 5 kW, se puede alcanzar una velocidad de corte típica de 1,1 m/min con acero inoxidable 1.4301 de 10 mm de espesor, lo que demuestra la eficiencia del proceso para materiales comunes en la industria.
Corte por Sublimación Láser (Sublimation Cutting)
El rasgo distintivo del corte por sublimación es la vaporización o pirólisis directa del material calentado y el soplado inmediato de los vapores. En este método, la materia transita directamente del estado sólido al gaseoso (sublimación), sin pasar por un estado líquido intermedio. El gas de proceso (normalmente aire o nitrógeno) no solo expulsa el vapor de la ranura, sino que también evita que se condense en ella, lo que garantiza un corte limpio.
Los materiales sin un estado fundido definido son el principal campo de acción del corte por sublimación, abarcando tanto materiales inorgánicos como orgánicos. Materiales típicos incluyen la madera, el cuero, los textiles y los plásticos homogéneos y reforzados con fibras. Una ventaja inherente de los cortes por sublimación es que, en principio, no tienen rebabas. Sin embargo, es importante tener en cuenta que los gases producidos suelen ser inflamables, lo que requiere sistemas de extracción adecuados.
En materiales como la madera, el oscurecimiento de los bordes de corte puede reducirse mediante el uso de pulsos, gas de soplado que contenga oxígeno (aire), un buen enfoque del haz o un corte rápido con suficiente potencia. El PMMA (polimetilmetacrilato) es un ejemplo de material que puede mecanizarse sin rebabas, obteniendo bordes de corte transparentes y lisos, lo que es ideal para aplicaciones estéticas. Con láseres pulsados de alta potencia de pico y a alta densidad de flujo de potencia, también es posible ablacionar materiales casi libres de una zona de fusión o afectada por el calor que normalmente no se subliman, ampliando las aplicaciones de este método.
Corte por Llama con Rayo Láser (Laser Beam Flame Cutting)
Aunque el texto proporcionado no profundiza en este tipo, es importante mencionar que el corte por llama láser es otra variante del corte térmico. En este proceso, el oxígeno se utiliza como gas de asistencia, y participa activamente en la reacción exotérmica con el material, similar al oxicorte tradicional. El láser inicia la reacción, y la energía liberada por la oxidación ayuda a la fusión y expulsión del material, permitiendo cortar espesores mayores, especialmente en aceros al carbono.
Consideraciones de Espesor y Materiales Específicos
Actualmente, los espesores máximos de chapa procesables con láser son impresionantes: para acero, se pueden cortar aproximadamente hasta 40 mm, y para acero inoxidable, hasta unos 50 mm. El aluminio se corta hasta unos 25 mm. Sin embargo, en comparación con el acero, cortar aluminio o cobre es técnicamente más complejo. Esto se debe a que una mayor parte de la radiación láser introducida se refleja inicialmente, lo que requiere una potencia o densidad de flujo de potencia mucho mayor para perforar y mantener el corte.
Aunque durante el corte se absorba una mayor proporción de potencia en la ranura de corte, el rendimiento de corte en aluminio y cobre es muy inferior al de los materiales férricos. Esto se debe a que la conductividad térmica del aluminio y el cobre es mucho mayor, y la oxidación de apoyo (como ocurre en el corte por llama) no es decisiva en el proceso de fusión o vaporización.
El cobre y otros metales con muy buena conductividad térmica son difíciles o incluso imposibles de cortar eficazmente con el láser de CO2 debido a su alta reflectividad y conductividad. Sin embargo, para chapas metálicas delgadas, se pueden utilizar láseres Nd:YAG pulsados, con los que se pueden cortar todos los materiales, superando las limitaciones del CO2 en estos casos específicos.
El Reto de la Perforación y el Endurecimiento
El proceso más crítico en el corte por llama láser y por fusión es la perforación inicial del material. Este paso puede llevar mucho tiempo, ya que a menudo se debe trabajar en modo pulsado con una potencia láser media reducida para evitar la reflexión trasera del haz y las salpicaduras de metal que podrían dañar la delicada óptica de enfoque. Las máquinas láser modernas incorporan sensores avanzados que pueden detectar cuándo se ha realizado un corte o perforación completa, lo que ahorra tiempo y garantiza que el corte no comience prematuramente.
Como se mencionó, al cortar acero con láser, se produce un endurecimiento en los bordes de corte. Esto es resultado de las elevadas diferencias de temperatura durante el proceso de calentamiento y enfriamiento rápido. Este endurecimiento puede generar problemas durante el procesamiento posterior de las piezas, como el doblado o el mecanizado, y es un factor a considerar en el diseño y la planificación de la producción.
Requisitos del Soporte de la Pieza
Durante el corte, el material plano descansa sobre un soporte que debe cumplir varias condiciones para garantizar un proceso eficiente y de alta calidad:
- Área de contacto lo más pequeña posible: Esto permite que los residuos o las piezas pequeñas caigan a través del soporte, evitando acumulaciones y posibles interferencias con el proceso de corte.
- Baja reflexión trasera: Es crucial para evitar que el haz láser se refleje desde abajo de la pieza, lo que podría causar daños tanto a las piezas de trabajo como a la fuente del haz láser o la óptica.
- Alta resistencia a la abrasión del rayo láser: El soporte debe ser duradero y resistente al impacto del láser para garantizar largos intervalos de mantenimiento y reducir los costos operativos.
Historia y Evolución de la Tecnología Láser
La historia del corte por láser se remonta a mediados del siglo XX, marcando un hito en la ingeniería de materiales. En 1965, el Western Electric Engineering Research Center desarrolló la primera máquina de corte por láser, que se utilizó para perforar agujeros en troqueles de diamantes, demostrando el potencial de esta nueva tecnología.
Dos años más tarde, en 1967, los británicos fueron pioneros en el corte de metales asistido por chorro de oxígeno y láser, sentando las bases para las aplicaciones industriales modernas. Para la década de 1970, esta tecnología ya estaba en producción y se utilizaba para cortar titanio en aplicaciones aeroespaciales, un testimonio de su capacidad para trabajar con materiales de alto rendimiento. Simultáneamente, los láseres de CO2 fueron adaptados para cortar elementos no metálicos, como el textil, debido a que su longitud de onda era más fácilmente absorbida por estos materiales que por los metales. Desde entonces, la tecnología ha continuado evolucionando, con mejoras en la potencia, eficiencia y versatilidad de los sistemas láser, lo que ha llevado a su adopción generalizada en diversas industrias a nivel mundial.
Aplicaciones y Materiales Cortables
El corte láser es una tecnología sumamente versátil, capaz de procesar una amplia gama de materiales. En GRUPO MIPESA, por ejemplo, se ofrece tecnología de corte láser, tanto en CO2 como en láser fibra, para diferentes tipos de fabricación, partiendo de los planos del cliente (en formatos como PDF, DXF, STEP).
Los materiales más comunes que se pueden cortar con láser incluyen:
- Aceros: Acero dulce, acero al carbono, y especialmente acero inoxidable, que se beneficia enormemente de la precisión y el acabado limpio que ofrece el corte láser, especialmente el corte por fusión con nitrógeno para evitar la oxidación.
- Aluminio: Aunque más desafiante que el acero debido a su reflectividad y conductividad térmica, el aluminio se corta eficazmente con láseres adecuados, especialmente los de fibra.
- Metales reflectantes: Cobre y latón, que son difíciles de cortar con láseres CO2, se procesan de manera óptima con láseres de fibra gracias a su longitud de onda y pequeño punto focal.
- Titanio: Utilizado en aplicaciones aeroespaciales y médicas, el titanio se corta con alta precisión.
- Plásticos: Diversos tipos de plásticos, incluyendo PMMA, pueden ser cortados con bordes limpios y transparentes.
- Materiales orgánicos: Madera, cuero, textiles, y cera, que son ideales para el corte por sublimación.
- Cerámica: Especialmente con láseres Nd:YAG, se pueden realizar cortes y trazados precisos en cerámica.
La capacidad de esta tecnología para manejar desde unas pocas unidades hasta varios millares de piezas la convierte en una solución flexible y escalable para las necesidades de fabricación modernas.
Preguntas Frecuentes sobre el Corte Térmico por Láser
- ¿Qué es el gas de asistencia y por qué es necesario?
- El gas de asistencia (oxígeno, nitrógeno o argón) es crucial para el corte láser. Su función principal es expulsar el material fundido o vaporizado de la ranura de corte, asegurando un proceso limpio y continuo. También puede participar en la reacción de corte (como el oxígeno en el corte por llama) o proteger el material de la oxidación (como el nitrógeno en el corte por fusión).
- ¿Qué tipo de láser es mejor para cortar acero inoxidable?
- Tanto los láseres CO2 como los de fibra son excelentes para cortar acero inoxidable. Sin embargo, el corte por fusión con nitrógeno, que es común en ambos tipos, es especialmente recomendado para el acero inoxidable para obtener bordes sin óxido y de alta calidad. Los láseres de fibra ofrecen ventajas adicionales en eficiencia y mantenimiento.
- ¿El corte láser deja rebaba en las piezas?
- Si la graduación y los parámetros del láser son correctos, el corte láser no debería dejar rebaba. Una correcta configuración y el uso adecuado del gas de asistencia son clave para obtener bordes limpios y de alta calidad. La presencia de rebabas generalmente indica un ajuste incorrecto de los parámetros.
- ¿Se pueden cortar materiales muy gruesos con láser?
- Sí, los sistemas láser modernos pueden cortar espesores considerables. Actualmente, se pueden cortar hasta 40 mm de acero y hasta 50 mm de acero inoxidable, y unos 25 mm de aluminio. La capacidad de corte depende en gran medida de la potencia del láser y del tipo de material.
- ¿Es el corte láser un proceso ecológico?
- Sí, es una tecnología limpia. A diferencia de otros métodos de corte, no utiliza sustancias químicas agresivas ni genera grandes cantidades de residuos tóxicos. La precisión del corte también minimiza el desperdicio de material, contribuyendo a una fabricación más sostenible.
- ¿Por qué el cobre y el aluminio son más difíciles de cortar con láser CO2?
- Estos metales son altamente reflectantes y tienen una alta conductividad térmica. Esto significa que gran parte de la energía del láser se refleja en lugar de ser absorbida, y la que se absorbe se disipa rápidamente, dificultando la concentración del calor necesario para el corte. Los láseres de fibra son mucho más eficientes para estos materiales debido a su diferente longitud de onda y pequeño punto focal.
Conclusión
El corte térmico por láser representa una de las tecnologías más avanzadas y transformadoras en el ámbito de la fabricación. Su capacidad para ofrecer una precisión sin precedentes, altas velocidades de procesamiento y una automatización eficiente lo convierte en una herramienta indispensable para la industria moderna. Desde la producción de componentes intrincados en acero inoxidable hasta el corte de materiales delicados como textiles, el láser ha demostrado ser adaptable y robusto.
A medida que la tecnología de láser de fibra continúa abaratándose y mejorando en eficiencia, su adopción se expandirá aún más, superando algunos de los desafíos históricos, como el alto costo de inversión y la dificultad con materiales altamente reflectantes. La mínima zona afectada por el calor y la ausencia de rebabas son testimonio de la calidad superior que se puede lograr. En un mundo donde la eficiencia y la sostenibilidad son cada vez más importantes, el corte térmico por láser no es solo una opción, sino una necesidad para las empresas que buscan mantenerse a la vanguardia de la innovación y satisfacer las demandas de un mercado en constante cambio. Esta tecnología no solo da forma a los materiales, sino que también moldea el futuro de la fabricación.

Si quieres conocer otros artículos parecidos a El Corte Láser: Precisión y Eficiencia en Acero Inoxidable puedes visitar la categoría Acero.