26/11/2022
La capacidad de curvar tubos de acero inoxidable es una habilidad fundamental en numerosas industrias, desde la construcción y la automoción hasta la fabricación de muebles y sistemas de tuberías. La correcta manipulación del acero para lograr una curvatura precisa y sin defectos es crucial para la integridad estructural y la estética del producto final. Sin embargo, no es un proceso que deba tomarse a la ligera, ya que requiere conocimientos técnicos, herramientas adecuadas y, en muchos casos, la aplicación de calor controlada. Entender dónde y cómo se pueden curvar estos tubos es el primer paso para dominar esta técnica.

El curvado de tubos de acero implica modificar su forma lineal para adaptarlos a diseños específicos o a las necesidades de un espacio. Este proceso puede ser complejo debido a la resistencia inherente del acero y su tendencia a recuperar su forma original (efecto de retroceso elástico o springback) o a deformarse de manera indeseada si no se aplica la técnica correcta. La elección del método de curvado dependerá de factores como el diámetro del tubo, el espesor de la pared, el radio de curvatura deseado y el tipo específico de acero inoxidable.
- ¿Por Qué Curvar Tubos de Acero Inoxidable?
- Principales Métodos de Curvado de Tubos
- ¿Dónde se Pueden Curvar los Tubos de Acero Inoxidable?
- Consideraciones Clave al Curvar Tubos de Acero Inoxidable
- Tabla Comparativa de Métodos de Curvado
- Preguntas Frecuentes sobre el Curvado de Tubos de Acero Inoxidable
- ¿Se puede curvar cualquier tipo de tubo de acero inoxidable?
- ¿Qué es el retroceso elástico y cómo se compensa?
- ¿Es seguro curvar tubos de acero inoxidable con un soplete de acetileno?
- ¿Cómo se evitan las arrugas en el lado interno de la curva?
- ¿Qué herramientas son esenciales para el curvado de tubos en un taller?
- ¿El curvado afecta la resistencia a la corrosión del acero inoxidable?
- Conclusión
¿Por Qué Curvar Tubos de Acero Inoxidable?
La curvatura de tubos de acero inoxidable no es solo una cuestión estética; responde a necesidades funcionales muy específicas. Permite crear sistemas de tuberías con menos uniones soldadas, lo que reduce el riesgo de fugas y mejora la eficiencia del flujo. En aplicaciones estructurales, los tubos curvados ofrecen una mayor resistencia a la torsión y compresión en comparación con segmentos rectos unidos por codos. Además, en diseño arquitectónico y de mobiliario, las formas curvadas aportan una estética moderna y fluida. La versatilidad del acero inoxidable, combinada con la capacidad de curvarlo, abre un abanico de posibilidades para ingenieros y diseñadores.
Principales Métodos de Curvado de Tubos
Existen dos grandes categorías de métodos para curvar tubos de acero: curvado en frío y curvado en caliente. Cada uno tiene sus ventajas, limitaciones y aplicaciones específicas.
Curvado en Frío
El curvado en frío se realiza a temperatura ambiente y es el método más común para la mayoría de las aplicaciones. Mantiene las propiedades mecánicas del material intactas y produce acabados superficiales de alta calidad. Sin embargo, requiere equipos robustos y es más adecuado para radios de curvatura grandes o moderados.
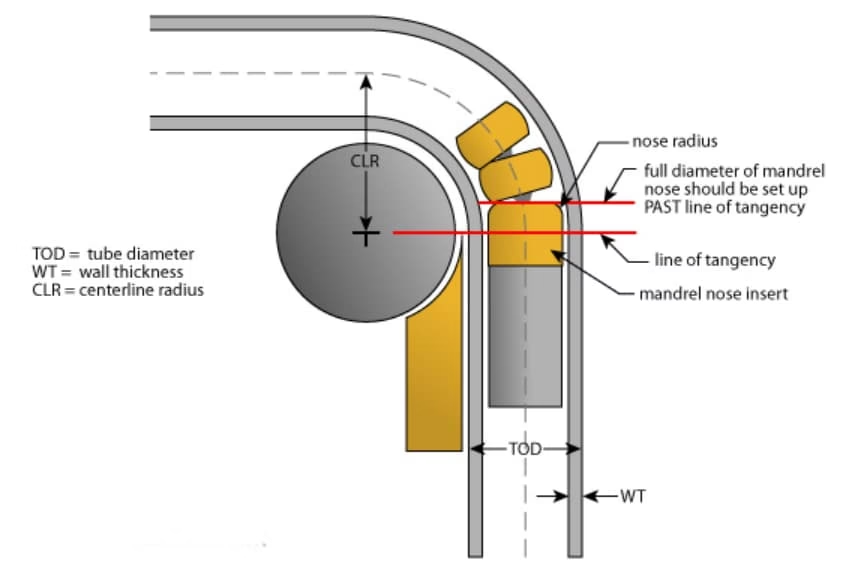
- Curvado por Mandril (Rotary Draw Bending): Es el método más preciso y ampliamente utilizado para radios de curvatura ajustados y tubos de pared delgada. Un mandril interno se inserta en el tubo para evitar el colapso y las arrugas, mientras el tubo es arrastrado alrededor de una matriz de curvado. Es ideal para aplicaciones donde la calidad estética y dimensional es crítica, como en sistemas de escape de automóviles o barandillas. La precisión de este método minimiza la deformación plástica no deseada y asegura una sección transversal uniforme.
- Curvado por Compresión (Compression Bending): En este método, el tubo se sujeta en un extremo y se comprime contra una matriz de curvado. Es más simple y rápido que el curvado por mandril, pero tiende a producir una mayor ovalidad y arrugas en el lado interno de la curva. Es adecuado para aplicaciones menos exigentes en términos de estética y precisión, como en tuberías de fontanería o estructuras auxiliares.
- Curvado por Rodillos (Roll Bending): Este método utiliza tres rodillos (uno superior y dos inferiores) que se ajustan para aplicar presión y curvar el tubo gradualmente a medida que pasa entre ellos. Es ideal para crear grandes radios de curvatura o espirales. Es un proceso lento pero muy versátil para longitudes largas de tubo, común en la fabricación de serpentines o estructuras circulares de gran diámetro.
- Curvado por Estiramiento (Stretch Bending): El tubo se estira y se dobla simultáneamente alrededor de una matriz. La combinación de estiramiento y doblado ayuda a mantener la sección transversal del tubo y reduce el retroceso elástico. Es un método complejo, pero muy efectivo para producir curvas precisas y sin arrugas, a menudo utilizado en la industria aeroespacial.
Curvado en Caliente
El curvado en caliente implica elevar la temperatura del tubo en la zona de curvado antes de aplicar la fuerza. El calor reduce la resistencia a la fluencia del acero, lo que facilita la deformación y permite radios de curvatura más pequeños o el curvado de tubos de mayor diámetro y espesor de pared. Sin embargo, el control de la temperatura es crucial para evitar alterar las propiedades metalúrgicas del acero inoxidable, como la resistencia a la corrosión.
- Curvado por Inducción (Induction Bending): Es el método más avanzado y controlado de curvado en caliente. Una bobina de inducción calienta una sección muy específica del tubo a una temperatura predeterminada (generalmente entre 800°C y 1100°C), mientras el tubo es empujado a través de un punto de pivote. El calentamiento localizado y rápido, seguido de un enfriamiento controlado, minimiza la alteración de la microestructura del material. Es ideal para grandes diámetros y espesores de pared, común en la industria petroquímica y de energía.
- Curvado con Relleno de Arena (Sand Packing Bending): Un método tradicional donde el tubo se rellena con arena compactada para evitar el colapso, se sella en los extremos y luego se calienta en un horno o con sopletes. Una vez caliente, se dobla manualmente o con la ayuda de un molde. Este método es más artesanal y menos preciso que el curvado por inducción, pero puede ser útil para piezas únicas o reparaciones.
- Curvado con Soplete de Acetileno (Local Heating with Torch): Tal como se mencionó, este método implica aplicar calor constante y uniforme con un soplete de acetileno en la zona donde se desea la curvatura. Es vital calentar la totalidad del cilindro (o cuadrado) del tubo, no solo un lado. El calor aumenta la maleabilidad del acero, permitiendo que se doble de manera uniforme y reduciendo la probabilidad de arrugas o fracturas. Este método es a menudo utilizado para ajustes menores o curvados en campo, donde no se dispone de maquinaria especializada. Sin embargo, requiere una gran habilidad por parte del operador para asegurar una distribución de calor homogénea y evitar el sobrecalentamiento que podría comprometer la resistencia a la corrosión del acero inoxidable. La clave reside en mantener la temperatura de manera uniforme para que toda la sección transversal del tubo alcance la temperatura de deformación deseada.
¿Dónde se Pueden Curvar los Tubos de Acero Inoxidable?
La elección del lugar para curvar tubos de acero inoxidable depende en gran medida del volumen, la complejidad de las curvaturas y la disponibilidad de equipos.
- Talleres de Fabricación Especializados: Son el lugar ideal para proyectos que requieren alta precisión, grandes volúmenes o curvaturas complejas. Estos talleres cuentan con maquinaria avanzada como curvadoras CNC (Control Numérico por Computadora) que garantizan la repetibilidad y la precisión dimensional. Ofrecen servicios de curvado por mandril, por rodillos, por inducción y otros métodos especializados. Es la opción más segura para asegurar la calidad y evitar el desperdicio de material.
- Empresas de Metalmecánica y Calderería: Muchas empresas dedicadas a la fabricación de estructuras metálicas o componentes industriales tienen la capacidad de curvar tubos, especialmente aquellos de gran diámetro o para aplicaciones menos críticas donde la precisión extrema no es el factor principal. Pueden utilizar métodos de curvado por rodillos o por compresión.
- Sitios de Construcción o Instalación (con precaución): Para ajustes menores o curvaturas simples en campo, se pueden utilizar curvadoras manuales o hidráulicas portátiles. El uso de un soplete de acetileno para curvado en caliente también se realiza a veces en el sitio, pero esto requiere personal altamente experimentado y estrictas medidas de seguridad para controlar la temperatura y prevenir daños al material o accidentes. Es crucial evaluar si el curvado en sitio comprometerá las propiedades del acero o la integridad de la estructura.
- Bricolaje (DIY) con herramientas adecuadas: Para proyectos pequeños y no críticos, es posible curvar tubos de acero inoxidable con herramientas manuales como curvadoras de palanca o resortes internos para evitar el colapso. Sin embargo, los resultados suelen ser menos precisos y pueden generar arrugas o deformaciones si no se tiene experiencia. El curvado en caliente con soplete es muy riesgoso para aficionados sin experiencia.
Consideraciones Clave al Curvar Tubos de Acero Inoxidable
Independientemente del método elegido, hay factores críticos a considerar para garantizar un curvado exitoso:
- Tipo de Acero Inoxidable: Diferentes grados de acero inoxidable (ej., 304, 316, 430) tienen distintas propiedades mecánicas y responden de manera diferente al curvado. Los aceros austeníticos (como 304 y 316) son generalmente más maleables que los ferríticos o martensíticos.
- Espesor de la Pared y Diámetro: Los tubos de pared delgada o de gran diámetro son más propensos a colapsar o arrugarse durante el curvado, requiriendo el uso de mandriles o relleno interno.
- Radio de Curvatura: Cada tipo de tubo y método de curvado tiene un radio mínimo de curvatura recomendado para evitar daños. Intentar un radio demasiado pequeño puede resultar en ovalidad, arrugas o fracturas.
- Retroceso Elástico (Springback): El acero tiene memoria y tiende a regresar ligeramente a su forma original después de ser curvado. Los operadores experimentados compensan este efecto sobre-curvando el tubo para que, al liberarlo, alcance la curvatura deseada. Este factor es crítico para la resistencia a la tracción del material.
- Acabado Superficial: El curvado puede afectar el acabado superficial del tubo. En aplicaciones donde la estética es importante, se deben tomar precauciones para evitar rayones o marcas.
- Seguridad: El curvado de metales, especialmente con calor, implica riesgos. Es fundamental utilizar equipo de protección personal (EPP) adecuado, como guantes resistentes al calor, gafas de seguridad y ropa protectora. En el caso del soplete de acetileno, asegurar una ventilación adecuada para evitar la acumulación de gases.
Tabla Comparativa de Métodos de Curvado
| Método | Ventajas | Desventajas | Aplicaciones Típicas |
|---|---|---|---|
| Curvado por Mandril | Alta precisión, evita arrugas, ideal para radios pequeños y tubos delgados. | Costoso, equipo especializado, lento. | Sistemas de escape, barandillas, mobiliario. |
| Curvado por Compresión | Rápido, equipo más simple, menor costo. | Menos preciso, puede causar ovalidad/arrugas. | Tuberías de fontanería, marcos simples. |
| Curvado por Rodillos | Ideal para grandes radios y longitudes, versátil para espirales. | Lento, menos preciso para radios pequeños. | Serpentines, estructuras circulares grandes. |
| Curvado por Inducción | Permite radios muy pequeños, ideal para grandes diámetros/espesores, control preciso. | Muy costoso, altera propiedades mecánicas si no se controla. | Industria petroquímica, energía, construcción naval. |
| Curvado con Soplete | Portátil, bajo costo de equipo inicial, útil para ajustes. | Requiere gran habilidad, riesgo de deformación, altera propiedades si no se controla, menor precisión. | Reparaciones en campo, curvados simples no críticos. |
Preguntas Frecuentes sobre el Curvado de Tubos de Acero Inoxidable
¿Se puede curvar cualquier tipo de tubo de acero inoxidable?
No, la capacidad de curvado varía significativamente entre los grados de acero inoxidable. Los aceros austeníticos (como 304 y 316) son los más adecuados para el curvado debido a su alta ductilidad y bajo límite elástico. Los ferríticos, martensíticos y dúplex son más difíciles de curvar y requieren técnicas específicas o curvado en caliente.
¿Qué es el retroceso elástico y cómo se compensa?
El retroceso elástico (springback) es la tendencia del material a recuperar parcialmente su forma original después de que se retira la fuerza de curvado. Se compensa "sobre-curvando" el tubo, es decir, curvándolo un poco más allá del ángulo deseado, para que al liberarse, el retroceso lo lleve a la curvatura precisa.
¿Es seguro curvar tubos de acero inoxidable con un soplete de acetileno?
Sí, es posible, pero requiere mucha precaución y experiencia. El calor debe aplicarse de manera uniforme y controlada para evitar el sobrecalentamiento localizado, que podría dañar la microestructura del acero, reducir su resistencia a la corrosión y suponer un riesgo de seguridad. Se recomienda solo para ajustes menores y con personal capacitado.
¿Cómo se evitan las arrugas en el lado interno de la curva?
Las arrugas son un problema común en el curvado de tubos de pared delgada o con radios de curvatura muy ajustados. Se evitan utilizando mandriles internos que soportan la pared del tubo, aplicando la técnica de curvado por estiramiento, o rellenando el tubo con arena o materiales de baja fusión antes del curvado.
¿Qué herramientas son esenciales para el curvado de tubos en un taller?
Un taller profesional debería contar con una curvadora de tubos (manual, hidráulica o CNC), un juego variado de matrices y contramatrices, mandriles internos para diferentes diámetros, y herramientas de medición de precisión para verificar los ángulos y radios de curvatura.
¿El curvado afecta la resistencia a la corrosión del acero inoxidable?
Si el curvado se realiza correctamente (especialmente en frío o con un control preciso de la temperatura en caliente), no debería afectar significativamente la resistencia a la corrosión del acero inoxidable. Sin embargo, un sobrecalentamiento localizado o una deformación excesiva pueden alterar la capa pasiva del acero o causar sensibilización, lo que sí podría reducir su resistencia a la corrosión.
Conclusión
El curvado de tubos de acero inoxidable es un proceso fundamental que requiere un equilibrio entre conocimiento técnico, experiencia y el uso de la maquinaria adecuada. Desde los métodos en frío que preservan las propiedades del material, hasta las técnicas en caliente que permiten curvaturas más agresivas, cada opción tiene su lugar y sus desafíos. La clave del éxito radica en comprender las características del material, seleccionar el método apropiado y, sobre todo, priorizar la seguridad. Ya sea que decida recurrir a un taller especializado o intentar un curvado simple por su cuenta, una planificación cuidadosa y un control riguroso son esenciales para lograr resultados impecables y duraderos en sus proyectos con acero inoxidable.
Si quieres conocer otros artículos parecidos a Curvado de Tubos de Acero: Guía Esencial puedes visitar la categoría Acero Inoxidable.