25/08/2022
En el vasto y complejo mundo de los sistemas de tuberías, las válvulas de aguja juegan un papel indispensable al permitir un control preciso del flujo. Sin embargo, la funcionalidad y la longevidad de estas válvulas dependen en gran medida de una instalación adecuada, y aquí es donde los métodos de soldadura cobran una importancia crítica. Dos de los enfoques más comunes para unir válvulas a las tuberías son la soldadura a tope (Butt Weld o BW) y la soldadura por encastre (Socket Weld o SW). Entender las particularidades, ventajas y desventajas de cada una es fundamental para garantizar la integridad, seguridad y eficiencia de cualquier sistema. Este artículo profundiza en estas técnicas, comparándolas exhaustivamente y ofreciendo una guía para tomar la decisión correcta al instalar tus válvulas de aguja.
Desde la resistencia a la presión hasta la facilidad de instalación y los costos a largo plazo, cada método presenta un conjunto único de consideraciones que pueden influir significativamente en el rendimiento del sistema. Exploraremos cómo la elección entre BW y SW puede impactar la durabilidad, la resistencia a la corrosión y la adaptabilidad a diferentes condiciones operativas, incluyendo cómo ciertas aleaciones pueden mitigar desafíos específicos como la precipitación de carburo en aceros inoxidables. Prepárate para desentrañar los secretos de estas técnicas de unión y equiparte con el conocimiento necesario para una selección informada.
- ¿Qué es la Soldadura a Tope (Butt Weld - BW)?
- ¿Qué es una Soldadura por Encastre (Socket Weld - SW)?
- Estándares de la Soldadura a Tope (Butt Weld - BW) y la Soldadura por Encastre (Socket Weld - SW)
- Diferencias Clave entre Soldadura BW y SW en Válvulas de Aguja
- ¿Cómo Seleccionar la Conexión Correcta para tu Aplicación?
- Preguntas Frecuentes (FAQ)
- ¿Qué es la precipitación de carburo y cómo se relaciona con la soldadura de acero inoxidable?
- ¿Cómo se puede reducir la precipitación de carburo durante la soldadura de acero inoxidable?
- ¿Por qué es necesario dejar un espacio de 1/16 de pulgada en la soldadura por encastre (SW)?
- ¿Cuándo no debería usar la soldadura por encastre (SW)?
- ¿Cuál es la principal ventaja de la soldadura a tope (BW) sobre la soldadura por encastre (SW)?
¿Qué es la Soldadura a Tope (Butt Weld - BW)?
La soldadura a tope, comúnmente abreviada como BW por sus siglas en inglés (Butt Weld), es un método de unión robusto y ampliamente utilizado en la industria de tuberías. Su principio fundamental radica en la alineación precisa de los extremos de dos componentes, ya sean dos tuberías, o una tubería y un accesorio, para que sus caras queden enfrentadas y perfectamente coincidentes. Una vez alineadas, la soldadura se realiza meticulosamente alrededor de toda la circunferencia de la unión, fusionando los materiales y creando una conexión continua y homogénea. Durante este proceso, se mantiene una presión constante entre las caras para asegurar que no haya desplazamiento y que la penetración de la soldadura sea uniforme y completa.
Este tipo de soldadura es reconocida por su capacidad para crear uniones de alta integridad, lo que la convierte en una opción predilecta para aplicaciones que demandan el máximo rendimiento. Sin embargo, la soldadura BW no está exenta de desafíos, que deben ser cuidadosamente evaluados antes de su implementación.
Ventajas de la Soldadura a Tope (Soldadura BW)
- Alta Resistencia a la Tensión y a la Fatiga: Las uniones BW son excepcionalmente fuertes, capaces de soportar presiones internas y externas significativas, así como cargas cíclicas sin fallar. Esto las hace ideales para sistemas que operan a altas presiones o en condiciones de estrés extremo.
- Adecuada para un Amplio Rango de Diámetros y Espesores: Este método es versátil y puede aplicarse eficazmente tanto en tuberías de pequeño diámetro con cierto espesor como en grandes conductos, adaptándose a diversas especificaciones de diseño.
- Compatibilidad con Diversos Materiales: La soldadura a tope es adecuada para una gran variedad de materiales, incluyendo diferentes grados de acero, lo que ofrece flexibilidad en el diseño de sistemas complejos.
- Flujo Interno Suave: Al no haber discontinuidades internas, la soldadura BW minimiza las turbulencias y la acumulación de sedimentos, lo cual es crucial para el flujo eficiente de fluidos y para prevenir la corrosión por erosión.
Desventajas de la Soldadura a Tope (Soldadura BW)
- Mayor Nivel de Habilidad del Soldador: La ejecución de una soldadura a tope de calidad requiere un soldador con experiencia y una destreza considerable. La precisión en la alineación y la técnica de soldadura son críticas para evitar defectos.
- Requiere Biselado de los Extremos: Para asegurar una penetración completa y robusta de la soldadura, los extremos de las tuberías o accesorios deben ser preparados con un biselado específico. Este proceso añade un paso adicional y aumenta el tiempo de preparación.
- Mayor Tiempo de Instalación: Debido a la necesidad de preparación de los bordes, alineación precisa y la ejecución de múltiples pasadas de soldadura, el proceso de instalación de una unión BW es generalmente más lento y laborioso.
- Costos de Mano de Obra Elevados: La complejidad y el tiempo requerido, junto con la necesidad de soldadores altamente calificados, se traducen en costos de mano de obra más altos en comparación con otros métodos.
¿Qué es una Soldadura por Encastre (Socket Weld - SW)?
La soldadura por encastre, conocida como SW por sus siglas en inglés (Socket Weld), es otro método prominente para la unión de tuberías y accesorios, especialmente prevalente en sistemas de tuberías de menor diámetro. A diferencia de la soldadura a tope, la técnica SW implica que una de las dos piezas a unir posea un diámetro ligeramente menor que la otra, permitiendo que la pieza más pequeña se "encaje" o "encastre" dentro de la de mayor diámetro, formando así un "socket" o receptáculo. Una vez que se logra este encaje adecuado y la pieza interna se asienta en la externa, la soldadura se realiza alrededor de la circunferencia exterior de la pieza de mayor diámetro, creando una unión de filete o en ángulo.
Este método es valorado por su relativa facilidad de ejecución y su eficiencia en ciertas aplicaciones, aunque también presenta limitaciones importantes que deben ser consideradas.
Ventajas de la Soldadura por Encastre (Soldadura SW)
- Facilidad de Ejecución: La soldadura de filete o en ángulo requerida para las uniones SW es considerablemente más sencilla de lograr que una soldadura a tope. Esto reduce la exigencia en la habilidad del soldador y simplifica el proceso.
- Adecuada para Diámetros Pequeños: Es particularmente eficiente y segura para tuberías de diámetros pequeños (generalmente DN100 o menos) que operan bajo presiones relativamente altas.
- Menor Preparación: A diferencia de la soldadura BW, la soldadura SW no requiere el biselado de los extremos. La preparación se limita principalmente a la limpieza de las superficies a soldar, lo que acelera el proceso.
- Compatibilidad con Distintos Materiales: Al igual que la soldadura a tope, la soldadura por encastre es compatible con una amplia gama de materiales, ofreciendo flexibilidad en la construcción de sistemas.
- Menor Costo de Instalación Inicial: La facilidad y rapidez de la instalación a menudo se traducen en menores costos de mano de obra en comparación con la soldadura BW.
Desventajas de la Soldadura por Encastre (Soldadura SW)
- Resistencia Reducida al Estrés y la Fatiga: La penetración limitada de la soldadura de filete resulta en una unión con menor resistencia mecánica en comparación con la soldadura a tope. Esto puede hacerla menos adecuada para aplicaciones de muy alta presión o vibración constante.
- No Adecuada para Fluidos Sensibles a la Contaminación: La discontinuidad inherente entre el interior de la tubería y el accesorio crea una pequeña ranura o hendidura. Esta ranura puede atrapar fluidos, promover la acumulación de sedimentos o partículas, y ser un punto de inicio para la corrosión por hendidura, lo que la hace inadecuada para sistemas con fluidos puros, corrosivos o que no pueden tolerar contaminación.
- Riesgo de Grietas por Expansión Térmica: Es esencial dejar una pequeña separación (aproximadamente 1/16 de pulgada) en la parte inferior de la tubería al encajarla. Si esta separación no se mantiene, la expansión térmica durante la soldadura o la operación puede generar un estrés excesivo en la unión, llevando a grietas o fisuras en la soldadura.
- Mayor Resistencia al Flujo: La presencia de la ranura interna puede generar una ligera turbulencia en el flujo del fluido, lo que incrementa la resistencia y puede afectar la eficiencia hidráulica en ciertos sistemas.
Estándares de la Soldadura a Tope (Butt Weld - BW) y la Soldadura por Encastre (Socket Weld - SW)
La correcta ejecución y aplicación de los métodos de soldadura BW y SW están estrictamente reguladas por estándares internacionales para asegurar la seguridad, la fiabilidad y la intercambiabilidad de los componentes. En Norteamérica y muchas otras partes del mundo, los estándares más reconocidos y aplicados son los de ANSI/ASME (American National Standards Institute / American Society of Mechanical Engineers).
Para la soldadura a tope (BW), el estándar que rige la preparación de los extremos es el ANSI B16.25. Este documento técnico es exhaustivo y cubre todos los aspectos relacionados con la preparación de los componentes de tubería que serán unidos mediante soldadura a tope. Incluye requisitos detallados para el biselado de los extremos, el conformado externo e interno de componentes con paredes gruesas, y la preparación de los extremos internos. Las dimensiones y tolerancias son especificadas minuciosamente para diferentes tipos de uniones, como aquellas sin aros de soporte, con aros de soporte divididos o no continuos, con aros de soporte sólidos o continuos, con aros de inserto consumible, y para técnicas específicas como la soldadura en arco de gas de tungsteno (GTAW) en el paso de raíz.
Por otro lado, para la soldadura por encastre (SW), el estándar aplicable es el ANSI B16.11. Este estándar se enfoca en las clasificaciones, dimensiones, tolerancias, marcas y requisitos de materiales para los accesorios forjados con soldadura por encastre y roscados. Los accesorios cubiertos por este estándar se designan por clases de presión: Clase 2000, 3000 y 6000 para accesorios con extremos roscados, y Clase 3000, 6000 y 9000 para accesorios con soldadura por encastre. Estas clasificaciones indican la presión máxima de operación que los accesorios pueden soportar de manera segura.
Adherirse a estos estándares es de vital importancia, ya que no solo asegura el cumplimiento con las regulaciones de la industria, sino que también permite a los usuarios beneficiarse de las mejores prácticas descritas en detalle. La implementación de estos estándares conduce a mejoras operacionales, a la reducción de costos a largo plazo debido a la minimización de fallas y retrabajos, y, lo más importante, a un incremento significativo en la seguridad de los sistemas de tuberías.
Diferencias Clave entre Soldadura BW y SW en Válvulas de Aguja
Hasta ahora, hemos explorado la soldadura a tope y la soldadura por encastre en términos generales. Sin embargo, cuando aplicamos estas consideraciones a la instalación de válvulas de aguja, las diferencias se vuelven aún más específicas y críticas para la selección del método adecuado. Las válvulas de aguja, conocidas por su capacidad de control preciso del flujo, requieren una conexión que no solo sea segura sino que también preserve su integridad funcional bajo diversas condiciones operativas. A continuación, desglosamos las diferencias fundamentales entre usar soldadura BW y SW en válvulas de aguja.
Rango de Diámetros de Tubería
Una de las distinciones más evidentes es el rango de diámetros de tubería con los que cada tipo de soldadura trabaja eficientemente. La soldadura a tope (BW) es sumamente versátil, adecuada para un espectro amplio que va desde diámetros pequeños hasta los muy grandes, típicamente del DN50 (2 pulgadas) en adelante. Esta flexibilidad la convierte en la opción preferida para la mayoría de las líneas de proceso principales. En contraste, la soldadura por encastre (SW) es más adecuada para un rango de diámetros más reducido, generalmente de DN100 (4 pulgadas) hacia abajo. Por ejemplo, en el mercado, es común encontrar que una serie de válvulas de aguja con conexión BW se ofrezca para una mayor cantidad de diámetros que la misma serie con conexión SW.
Fortaleza y Resistencia de la Unión
La fortaleza de la soldadura es un factor crítico. Aunque la soldadura por encastre puede ofrecer una resistencia suficiente para muchas aplicaciones, la soldadura a tope proporciona una fortaleza superior, a menudo el doble, y su resistencia suele ser igual o incluso mayor que la del material base soldado. Esto se debe a la penetración completa que se logra con la soldadura BW, creando una unión homogénea sin discontinuidades internas. La soldadura SW, al ser de filete, tiene una penetración limitada, lo que la hace más susceptible a fallas bajo estrés extremo o fatiga cíclica prolongada.

Facilidad y Durabilidad de la Instalación
La soldadura por encastre es, en principio, más fácil y rápida de instalar, ya que no requiere el biselado de los extremos y la alineación es menos exigente. Sin embargo, esta aparente facilidad viene con una condición crítica: es imperativo dejar una separación de aproximadamente 1/16 de pulgada (alrededor de 1.6 mm) en la parte inferior de la tubería al encajarla en la válvula. Esta holgura es vital para acomodar la expansión térmica del material durante el proceso de soldadura y, posteriormente, durante la operación del sistema. Si esta separación no se respeta, la expansión térmica puede generar un estrés excesivo en la unión, lo que a su vez puede resultar en grietas o fisuras prematuras de la soldadura. Por el contrario, la soldadura a tope, aunque más compleja, exigente en tiempo y requiriendo un soldador altamente entrenado y experimentado, es generalmente más duradera y confiable para las conexiones de válvulas de aguja a largo plazo.
Susceptibilidad a la Corrosión
La soldadura por encastre presenta un problema particular cuando se manejan fluidos corrosivos. La discontinuidad o la pequeña ranura que se forma entre el interior de la tubería y el accesorio (la válvula de aguja) puede convertirse en un sitio para la acumulación de fluidos estancados. Este estancamiento, combinado con la presencia de agentes corrosivos, puede propiciar la aparición de corrosión por hendidura. Este tipo de corrosión es particularmente insidioso porque puede atacar el material en áreas confinadas donde el oxígeno es limitado, llevando a fallas prematuras de la soldadura y, consecuentemente, del sistema.
Costos Asociados
En cuanto al precio, las conexiones por encastre para válvulas de aguja pueden tener un costo inicial del componente ligeramente más elevado que las conexiones a tope. Sin embargo, la diferencia más significativa radica en los costos de instalación. La soldadura a tope, debido a su mayor complejidad, el tiempo que consume y la necesidad de mano de obra altamente especializada y bien remunerada, puede generar costos de instalación considerablemente más altos. La inversión inicial en una conexión BW se justifica por su mayor durabilidad y menor riesgo de fallas a largo plazo, lo que puede resultar en ahorros significativos en mantenimiento y reparaciones.
Reducción de la Precipitación de Carburo en Soldadura de Acero Inoxidable
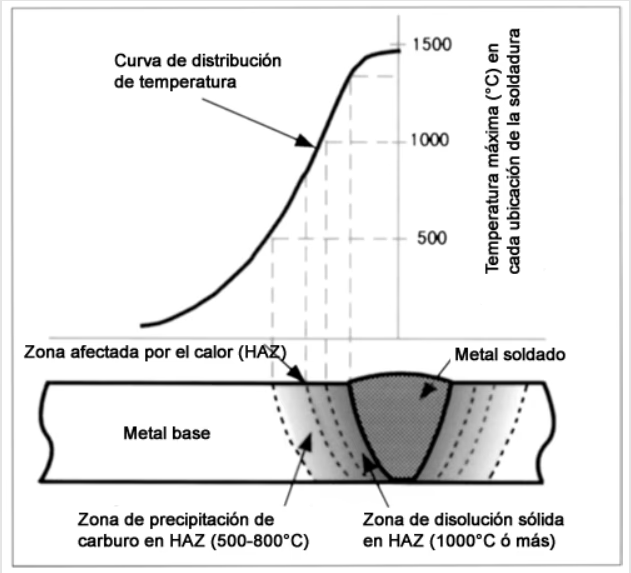
Un aspecto crucial, especialmente en aplicaciones de alta temperatura con acero inoxidable, es la reducción de la precipitación de carburo durante la soldadura. La precipitación de carburo ocurre cuando los aceros inoxidables austeníticos (como el SS 304) se calientan en un rango de temperatura específico (sensibilización, típicamente entre 450°C y 850°C) durante la soldadura. A estas temperaturas, el carbono en el acero migra y se combina con el cromo, formando carburos de cromo a lo largo de los límites de grano. Esto agota el cromo en las zonas adyacentes a los límites de grano, reduciendo la resistencia a la corrosión del material en esas áreas, un fenómeno conocido como corrosión intergranular.
Para mitigar este problema, se pueden emplear aceros inoxidables estabilizados. Por ejemplo, el acero inoxidable 321 (SS 321) es similar al SS 304, pero contiene una adición de titanio en una proporción de al menos cinco veces el contenido de carbono. El titanio tiene una mayor afinidad por el carbono que el cromo. Durante la soldadura, el titanio se combina preferentemente con el carbono para formar carburos de titanio, en lugar de carburos de cromo. Esto "estabiliza" el carbono, evitando que reaccione con el cromo y, por lo tanto, previniendo el agotamiento del cromo en los límites de grano. Al reducir la precipitación de carburo, se mantiene la resistencia a la corrosión del acero inoxidable en la zona afectada por el calor (ZAC), lo que hace que la conexión soldada sea más fuerte y duradera, especialmente en entornos de alta temperatura o corrosivos. Esto es un factor clave en la selección de materiales para válvulas de aguja destinadas a aplicaciones críticas.
| Característica | Soldadura a Tope (BW) | Soldadura por Encastre (SW) |
|---|---|---|
| Tipo de Unión | Cara a cara, penetración completa | Encastre, soldadura de filete |
| Resistencia Mecánica | Muy alta (igual o mayor al material base) | Moderada (inferior a BW) |
| Preparación | Requiere biselado de extremos | Principalmente limpieza de superficies |
| Habilidad del Soldador | Alta (experiencia y precisión) | Moderada (más sencilla) |
| Tiempo de Instalación | Mayor (lento y laborioso) | Menor (más rápido) |
| Costos de Mano de Obra | Elevados | Menores (inicialmente) |
| Diámetros Adecuados | Amplio rango (grandes y pequeños) | Principalmente diámetros pequeños (DN100 hacia abajo) |
| Discontinuidad Interna | No (flujo suave) | Sí (ranura, riesgo de corrosión) |
| Expansión Térmica | Menor riesgo de estrés por diseño | Requiere gap de 1/16" (riesgo de grietas si no se respeta) |
| Aspecto | Válvulas de Aguja BW | Válvulas de Aguja SW |
|---|---|---|
| Rango de Diámetros | Amplio (comúnmente DN50 en adelante) | Limitado (comúnmente DN100 hacia abajo) |
| Fortaleza de Conexión | Excepcional, muy duradera | Suficiente para ciertas aplicaciones, menor durabilidad |
| Riesgo de Corrosión por Hendidura | Mínimo, flujo interno liso | Alto en fluidos corrosivos por ranura interna |
| Complejidad de Instalación | Alta, requiere soldador experto | Más sencilla, pero requiere gap de expansión |
| Costos a Largo Plazo | Menores por mayor durabilidad y confiabilidad | Pueden ser mayores por posibles reparaciones y fallas |
| Aplicaciones Típicas | Alta presión, alta temperatura, fluidos críticos, grandes diámetros | Presiones moderadas, diámetros pequeños, fluidos no corrosivos |
¿Cómo Seleccionar la Conexión Correcta para tu Aplicación?
La elección entre soldadura a tope y soldadura por encastre para tus válvulas de aguja no es trivial. Una decisión informada se basa en una evaluación cuidadosa de múltiples factores específicos de tu sistema. Aquí te presentamos los elementos clave que debes considerar para asegurar la selección más adecuada:
- Diámetros de las Tuberías en tu Sistema: Como se mencionó, la soldadura BW es preferible para diámetros grandes (generalmente DN50 en adelante), mientras que la SW es más adecuada para diámetros pequeños (DN100 o menos). Asegúrate de que el método elegido sea compatible con las dimensiones de tu infraestructura.
- Tipo de Fluido Presente en el Sistema: Si el fluido es corrosivo, puro o sensible a la contaminación, la soldadura a tope es la opción superior debido a la ausencia de discontinuidades internas que puedan propiciar corrosión por hendidura o acumulación de residuos. Para fluidos no críticos, la SW podría ser aceptable.
- Espesor de Pared de la Tubería: La soldadura BW requiere el biselado de los extremos de la tubería, lo que implica un cierto espesor de pared para realizar esta preparación. Si las paredes son muy delgadas, el biselado puede ser inviable o comprometer la integridad de la tubería, lo que podría inclinar la balanza hacia SW.
- Presiones de Operación: Para sistemas que operan a presiones muy altas o que experimentan fluctuaciones significativas de presión, la robustez y la alta resistencia de la soldadura a tope la convierten en la opción más segura y confiable.
- Temperaturas de Operación: Las temperaturas extremas, tanto altas como criogénicas, pueden influir en la elección. En alta temperatura, especialmente con aceros inoxidables, la soldadura BW combinada con materiales como el acero inoxidable 321 (para evitar la precipitación de carburo) es fundamental. Las variaciones térmicas también resaltan la importancia del gap en SW para evitar estrés.
- Requisitos de Mantenimiento y Modificación: Si se prevé que el sistema requerirá desmontaje frecuente o modificaciones, la soldadura podría ser menos conveniente que otras opciones de conexión, aunque para uniones permanentes, la soldadura es la norma.
- Habilidad y Disponibilidad de Soldadores: La soldadura BW exige soldadores altamente calificados y experimentados. Si la disponibilidad de este tipo de mano de obra es limitada o si los costos asociados son prohibitivos, esto podría influir en la decisión.
- Estándares de la Industria y Regulaciones: Asegúrate de que el método y los componentes seleccionados cumplan con todos los códigos y estándares relevantes (como ANSI B16.25 para BW y B16.11 para SW) para garantizar la seguridad y la legalidad de la instalación.
En muchas situaciones, la identificación de la mejor opción será clara después de considerar estos factores. Sin embargo, si te encuentras en una encrucijada o si la aplicación presenta complejidades únicas, la recomendación es siempre consultar con expertos en el área. Los ingenieros y especialistas en válvulas y soldadura pueden ofrecer una guía invaluable, asegurando que la conexión seleccionada no solo cumpla con los requisitos técnicos sino que también optimice la seguridad, la eficiencia y la rentabilidad de tu sistema.
Afortunadamente, existe una amplia gama de válvulas de aguja disponibles en el mercado, diseñadas para diversas presiones de operación (desde 255 bar hasta 700 bar) y temperaturas (desde criogénicas hasta 800°C). Con una variedad tan extensa, es muy probable que encuentres una válvula y un tipo de conexión que se adapten perfectamente a las necesidades específicas de tu aplicación.
Preguntas Frecuentes (FAQ)
¿Qué es la precipitación de carburo y cómo se relaciona con la soldadura de acero inoxidable?
La precipitación de carburo es un fenómeno que ocurre en el acero inoxidable austenítico (como el SS 304) cuando se expone a temperaturas elevadas (entre 450°C y 850°C) durante la soldadura. A estas temperaturas, el carbono en el acero se combina con el cromo, formando carburos de cromo en los límites de grano. Esto reduce el cromo disponible en las zonas adyacentes a los límites de grano, disminuyendo la resistencia del material a la corrosión intergranular. Se relaciona con la soldadura porque el calor del proceso de soldadura puede generar estas temperaturas en la Zona Afectada por el Calor (ZAC).
¿Cómo se puede reducir la precipitación de carburo durante la soldadura de acero inoxidable?
Para reducir la precipitación de carburo, se pueden utilizar aceros inoxidables estabilizados, como el acero inoxidable 321. Este tipo de acero contiene titanio, que tiene una mayor afinidad por el carbono que el cromo. Durante la soldadura, el titanio reacciona con el carbono para formar carburos de titanio, evitando que el carbono se combine con el cromo y, por lo tanto, manteniendo la resistencia a la corrosión del acero. También se pueden utilizar aceros con bajo contenido de carbono (series L, como 304L) o controlar estrictamente el aporte de calor y el tiempo de exposición a la temperatura de sensibilización durante la soldadura.
¿Por qué es necesario dejar un espacio de 1/16 de pulgada en la soldadura por encastre (SW)?
Es crucial dejar un espacio de aproximadamente 1/16 de pulgada (1.6 mm) entre el fondo del socket y el extremo de la tubería al realizar una soldadura por encastre. Este espacio es para permitir la expansión térmica de la tubería durante la soldadura y la operación del sistema. Sin este espacio, la expansión térmica podría generar un estrés excesivo en la unión soldada, lo que puede provocar grietas o fisuras en la soldadura, comprometiendo su integridad y durabilidad.
¿Cuándo no debería usar la soldadura por encastre (SW)?
No se recomienda usar soldadura por encastre en sistemas que manejan fluidos altamente corrosivos, muy puros o sensibles a la contaminación. La pequeña ranura o hendidura creada por el diseño de la unión SW puede atrapar fluidos, lo que lleva a la corrosión por hendidura o a la acumulación de residuos. Tampoco es ideal para aplicaciones que requieren la máxima resistencia mecánica o que están sujetas a vibraciones o estrés extremo constante, donde la soldadura a tope es superior.
¿Cuál es la principal ventaja de la soldadura a tope (BW) sobre la soldadura por encastre (SW)?
La principal ventaja de la soldadura a tope (BW) es su superior resistencia mecánica y durabilidad. Al crear una unión de penetración completa y homogénea, la soldadura BW ofrece una resistencia a la tensión y a la fatiga que a menudo es igual o mayor que la del material base, lo que la hace ideal para aplicaciones de alta presión, alta temperatura y críticas donde la integridad de la unión es primordial.
Si quieres conocer otros artículos parecidos a Soldadura BW vs SW en Válvulas de Aguja puedes visitar la categoría Soldadura.