
10/10/2023
El mundo de la fabricación metálica es vasto y complejo, y dos de los procesos más fundamentales y críticos son el corte y el plegado de chapas. Elegir la técnica adecuada no solo determina la calidad del producto final, sino que también influye directamente en la eficiencia, los costos y la viabilidad de un proyecto. Cuando hablamos de acero inoxidable, la elección se vuelve aún más crucial debido a sus propiedades únicas, como su alta resistencia a la corrosión, su durabilidad y su particular comportamiento durante el conformado. Comprender las ventajas y desventajas de cada método es esencial para cualquier profesional o empresa que busque optimizar sus procesos y entregar componentes de la más alta calidad.
Desde la simple chapa que se transforma en una pieza compleja para la industria alimentaria, farmacéutica o arquitectónica, cada corte y cada pliegue deben ejecutarse con maestría. Este artículo explora las principales tecnologías disponibles para el corte y plegado de chapas metálicas, con un enfoque particular en el acero inoxidable, proporcionando una guía completa para ayudarte a tomar las decisiones más informadas para tus necesidades de fabricación.
- Corte de Chapas de Acero Inoxidable: Precisión y Eficiencia
- Plegado de Chapas de Acero Inoxidable: Dando Forma a la Resistencia
- Factores Clave al Elegir el Método Adecuado
- Desafíos Específicos del Acero Inoxidable
- Consejos para Resultados Óptimos
- Preguntas Frecuentes (FAQ)
- ¿Cuál es el método de corte más preciso para acero inoxidable?
- ¿Cómo se compensa la recuperación elástica (springback) al plegar acero inoxidable?
- ¿Es el corte por plasma adecuado para acero inoxidable delgado?
- ¿Cuándo es preferible el punzonado sobre el corte por láser para acero inoxidable?
- ¿El acero inoxidable se oxida después de ser cortado o plegado?
Corte de Chapas de Acero Inoxidable: Precisión y Eficiencia
El corte de chapas es el primer paso en la mayoría de los procesos de fabricación. La elección del método de corte impacta directamente en la precisión de las piezas, la calidad del borde, el desperdicio de material y, por supuesto, el costo final. Para el acero inoxidable, la prioridad suele ser mantener su integridad estructural y su acabado superficial.
Cizallado (Shearing)
El cizallado es una de las formas más antiguas y económicas de cortar chapa. Consiste en utilizar dos cuchillas, una fija y otra móvil, que se deslizan una contra la otra para separar el material por cizallamiento. Es ideal para cortes rectos y rápidos en grandes volúmenes de producción.
- Ventajas: Alta velocidad, bajo costo operativo, ideal para cortes rectos largos.
- Desventajas: Limitado a formas rectas, puede causar deformación en los bordes o rebabas, no apto para geometrías complejas.
- Aplicación en Acero Inoxidable: Adecuado para preparar piezas rectangulares o cuadradas que luego se procesarán con otros métodos, o para componentes que no requieren bordes de alta precisión.
Corte por Láser (Laser Cutting)
El corte por láser utiliza un haz de luz de alta potencia para fundir, quemar o vaporizar el material, creando un corte limpio y preciso. Es una de las tecnologías más versátiles y de mayor calidad disponibles en la actualidad.
- Ventajas: Alta precisión, bordes muy limpios y sin rebabas, capacidad para cortar geometrías complejas y detalles finos, mínima zona afectada por el calor (ZAC).
- Desventajas: Costo inicial elevado, velocidad puede disminuir con el aumento del grosor del material, requiere gases asistenciales (nitrógeno para acero inoxidable para evitar oxidación).
- Aplicación en Acero Inoxidable: Ideal para piezas de alta precisión, componentes estéticos, piezas con diseños intrincados, y donde la integridad del material es crucial. Es el método preferido para muchas aplicaciones de acero inoxidable debido a su calidad de corte superior.
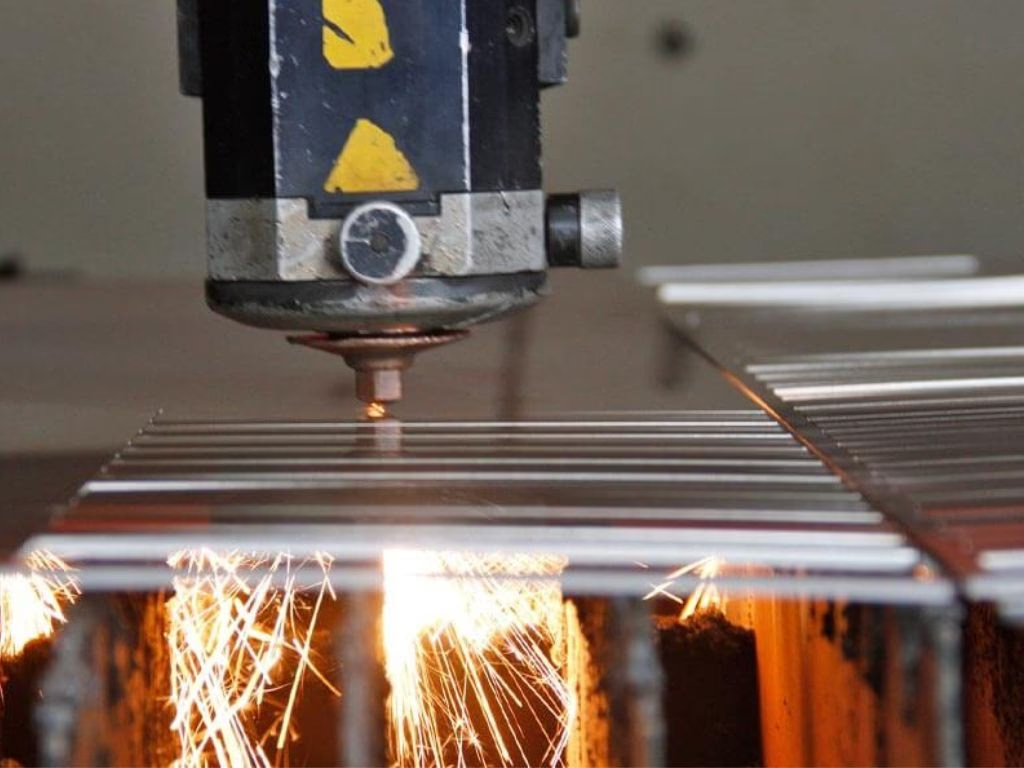
Corte por Plasma (Plasma Cutting)
El corte por plasma utiliza un chorro de gas ionizado a alta temperatura (plasma) para fundir y expulsar el material. Es más rápido que el láser para materiales gruesos y menos costoso en términos de inversión inicial.
- Ventajas: Alta velocidad en materiales gruesos, menor costo inicial que el láser, versátil para diferentes tipos de metales.
- Desventajas: Menor precisión que el láser, bordes más rugosos y con escoria (dross) que requieren post-procesamiento, mayor zona afectada por el calor.
- Aplicación en Acero Inoxidable: Adecuado para cortes de chapa gruesa de acero inoxidable donde la precisión extrema no es el factor principal, o cuando se planea un pulido posterior del borde.
Corte por Chorro de Agua (Waterjet Cutting)
El corte por chorro de agua utiliza un chorro de agua a muy alta presión, a menudo mezclado con un abrasivo (como granate), para erosionar y cortar el material. Es un proceso en frío, lo que significa que no hay zona afectada por el calor.
- Ventajas: No genera calor (ideal para materiales sensibles al calor), puede cortar prácticamente cualquier material (incluyendo composites y no metales), alta precisión, bordes lisos.
- Desventajas: Velocidad de corte relativamente lenta, alto costo operativo debido al consumo de abrasivo y energía, manejo de lodos abrasivos.
- Aplicación en Acero Inoxidable: Excelente para acero inoxidable donde se requiere una precisión muy alta y se desea evitar cualquier tipo de deformación o cambio metalúrgico inducido por el calor. Útil para grosores considerables.
Punzonado (Punching)
El punzonado implica el uso de una herramienta (punzón) y una matriz (matriz) para cortar formas predefinidas de la chapa mediante presión. Es un proceso rápido y eficiente para la producción en masa de piezas con formas repetitivas.
- Ventajas: Muy rápido para formas repetitivas, bajo costo por pieza en grandes volúmenes, eficiente para agujeros y ranuras.
- Desventajas: Requiere herramientas específicas para cada forma (alto costo inicial de utillaje), puede generar rebabas, limitado a ciertas formas y grosores.
- Aplicación en Acero Inoxidable: Ideal para la fabricación de gabinetes, paneles eléctricos, o cualquier componente de acero inoxidable que requiera múltiples perforaciones o formas estándar.
Plegado de Chapas de Acero Inoxidable: Dando Forma a la Resistencia
Una vez cortadas, las chapas a menudo necesitan ser dobladas o plegadas para adquirir su forma final. El plegado es un arte que requiere precisión y conocimiento de las propiedades del material, especialmente del acero inoxidable.
Plegado con Prensa Plegadora (Press Brake Bending)
El plegado con prensa plegadora es el método más común para doblar chapa. Consiste en presionar la chapa con un punzón sobre una matriz en forma de V, U o R para crear el ángulo deseado. Las prensas plegadoras modernas son controladas por CNC, lo que permite una alta precisión y repetibilidad.
- Ventajas: Alta precisión, versatilidad para crear una amplia gama de ángulos y formas, repetibilidad en producción en serie.
- Desventajas: Requiere utillaje específico para cada tipo de pliegue, el endurecimiento por trabajo del acero inoxidable puede dificultar el proceso y requerir mayor fuerza, y la recuperación elástica (springback) debe ser compensada.
- Aplicación en Acero Inoxidable: Fundamental para la creación de carcasas, bandejas, componentes estructurales y cualquier pieza que requiera ángulos definidos y tolerancias ajustadas. Es el método estándar para la mayoría de los proyectos de plegado de acero inoxidable.
Doblado por Rodillos (Roll Bending)
El doblado por rodillos se utiliza para crear formas curvas y cilíndricas. La chapa se pasa a través de una serie de rodillos que la curvan gradualmente hasta alcanzar la forma deseada. Es un proceso continuo que no crea líneas de pliegue marcadas.
- Ventajas: Ideal para grandes radios de curvatura, creación de cilindros y conos, no deja marcas de herramientas.
- Desventajas: Menos preciso para ángulos agudos o formas complejas, no apto para pliegues individuales o formas angulares.
- Aplicación en Acero Inoxidable: Utilizado para fabricar tanques, tuberías de gran diámetro, conductos y otras estructuras cilíndricas o curvadas de acero inoxidable.
Factores Clave al Elegir el Método Adecuado
La selección del método de corte y plegado no es arbitraria; depende de múltiples factores que deben ser cuidadosamente evaluados:
- Tipo y Grosor del Material: El acero inoxidable se comporta de manera diferente a otros metales. Su dureza y tendencia al endurecimiento por trabajo son cruciales. Los métodos láser y chorro de agua son excelentes para diferentes grosores, mientras que el cizallado y el punzonado tienen límites de grosor más estrictos.
- Precisión y Calidad del Borde/Curva: Si la pieza requiere tolerancias muy ajustadas o un acabado estético impecable, el láser o el chorro de agua son superiores para el corte, y la prensa plegadora para el plegado. Para requisitos menos estrictos, otras opciones pueden ser más rentables.
- Volumen de Producción: Para grandes volúmenes de piezas idénticas, el punzonado y el cizallado pueden ser extremadamente eficientes. Para lotes pequeños o prototipos, el láser y el chorro de agua ofrecen mayor flexibilidad sin la necesidad de utillaje costoso.
- Costo vs. Beneficio: La inversión inicial en maquinaria, los costos operativos (consumo de energía, gases, abrasivos, mantenimiento de herramientas) y la velocidad de producción deben sopesarse frente a la calidad deseada y el presupuesto disponible. A veces, pagar más por un corte láser de alta precisión puede ahorrar costos en post-procesamiento.
- Complejidad Geométrica: Para diseños intrincados con muchos agujeros o contornos irregulares, el corte por láser es insuperable. El cizallado y el punzonado son más limitados en este aspecto. En el plegado, la prensa plegadora es la más versátil para formas complejas.
- Integridad de la Superficie: Para aplicaciones donde la resistencia a la corrosión del acero inoxidable es primordial, los métodos que minimizan la alteración térmica o mecánica de la superficie (como el chorro de agua o el láser con nitrógeno) son preferibles.
Desafíos Específicos del Acero Inoxidable
Trabajar con acero inoxidable presenta desafíos únicos debido a sus propiedades mecánicas:
- Endurecimiento por Trabajo: El acero inoxidable tiene una alta tendencia a endurecerse cuando se deforma mecánicamente. Esto significa que a medida que se corta o se pliega, se vuelve más duro, lo que puede dificultar el proceso y requerir herramientas más robustas y potentes.
- Recuperación Elástica (Springback): Después de ser plegado, el acero inoxidable tiene una mayor tendencia a recuperar ligeramente su forma original en comparación con otros metales. Esto requiere que la prensa plegadora sobredoble el material para compensar este efecto y lograr el ángulo deseado. La experiencia del operador y la calibración precisa de la máquina son clave.
- Conductividad Térmica: Su baja conductividad térmica puede ser un desafío en el corte por plasma o láser, ya que el calor tiende a concentrarse, pudiendo causar distorsiones si no se maneja correctamente.
Consejos para Resultados Óptimos
- Uso de Herramientas Adecuadas: Asegúrese de que las cuchillas de cizallado, punzones, matrices y boquillas de corte estén en excelente estado y sean adecuadas para el acero inoxidable.
- Lubricación: En el punzonado y el plegado, el uso de lubricantes adecuados puede reducir la fricción, prolongar la vida útil de las herramientas y mejorar la calidad del corte o pliegue.
- Mantenimiento Preventivo: La calibración regular de las máquinas y el mantenimiento de las herramientas son cruciales para garantizar la precisión y la eficiencia.
- Personal Capacitado: La experiencia del operador es invaluable, especialmente al trabajar con acero inoxidable y sus particularidades.
Preguntas Frecuentes (FAQ)
¿Cuál es el método de corte más preciso para acero inoxidable?
El corte por láser ofrece la mayor precisión y la mejor calidad de borde para el acero inoxidable, seguido de cerca por el corte por chorro de agua, especialmente para grosores donde el láser puede generar una mayor zona afectada por el calor.
¿Cómo se compensa la recuperación elástica (springback) al plegar acero inoxidable?
La recuperación elástica se compensa sobredoblando la chapa. Esto significa que se dobla el material a un ángulo ligeramente más agudo que el deseado, para que al liberarse la presión, el material retroceda hasta el ángulo correcto. Los sistemas CNC de las prensas plegadoras modernas suelen tener funciones para calcular y aplicar esta compensación automáticamente.
¿Es el corte por plasma adecuado para acero inoxidable delgado?
Si bien el corte por plasma puede cortar acero inoxidable delgado, generalmente no es la opción ideal si se requiere alta precisión y un acabado de borde limpio. El láser o el chorro de agua son preferibles para chapas delgadas de acero inoxidable debido a su menor zona afectada por el calor y su mayor calidad de corte.
¿Cuándo es preferible el punzonado sobre el corte por láser para acero inoxidable?
El punzonado es preferible para el acero inoxidable cuando se necesita producir grandes volúmenes de piezas con formas repetitivas (agujeros, ranuras, muescas estándar) y el costo inicial de las herramientas se justifica por la alta velocidad de producción y el bajo costo por pieza. Para geometrías complejas o lotes pequeños, el láser es más flexible y rentable.
¿El acero inoxidable se oxida después de ser cortado o plegado?
El acero inoxidable es resistente a la corrosión debido a su capa pasiva de óxido de cromo. Sin embargo, los procesos de corte o plegado pueden introducir contaminantes (como partículas de hierro de las herramientas) o alterar la superficie, lo que podría comprometer temporalmente esta pasividad. Por ello, a menudo se recomienda un proceso de pasivación o limpieza posterior para restaurar la capa protectora y asegurar la resistencia a la corrosión a largo plazo.
Si quieres conocer otros artículos parecidos a ¿Corte y Plegado de Chapa: La Mejor Elección? puedes visitar la categoría Acero Inoxidable.