02/03/2025
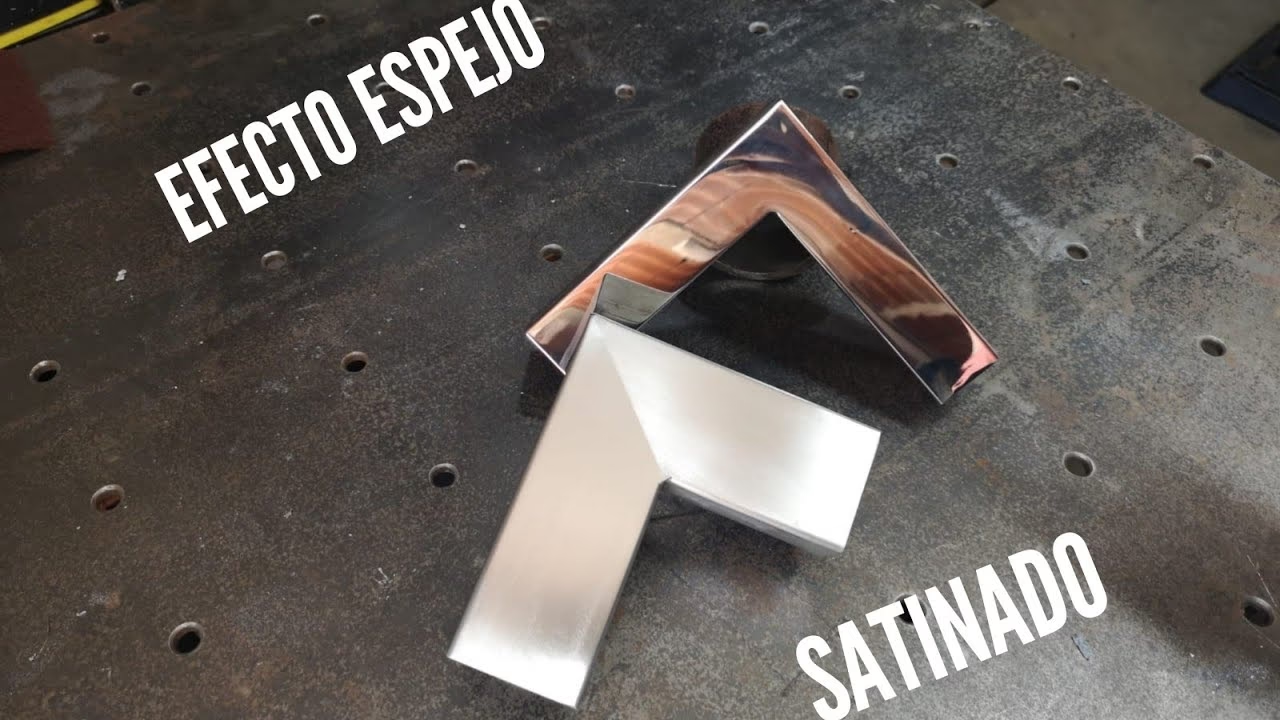
El acero inoxidable es un material apreciado por su durabilidad, resistencia a la corrosión y su versatilidad estética. Dentro de la amplia gama de acabados superficiales que se le pueden aplicar, existe uno que destaca por su espectacularidad y funcionalidad: el brillo espejo. Este acabado no solo transforma la superficie del metal en un reflejo casi perfecto, sino que también confiere propiedades higiénicas superiores, convirtiéndolo en una elección predilecta para múltiples aplicaciones. Pero, ¿qué implica realmente conseguir esta superficie tan pulida y brillante? No es solo una cuestión de estética; es un proceso meticuloso que requiere conocimiento, las herramientas adecuadas y una ejecución precisa. En este artículo, desglosaremos cada aspecto del acabado brillo espejo, desde la selección de los abrasivos hasta los pasos detallados para su consecución, así como sus ventajas y desafíos.

- ¿Qué es el Acabado Brillo Espejo y por qué es tan deseado?
- La Importancia de la Soldadura TIG como Paso Previo
- Materiales Esenciales: Una Guía Detallada sobre Abrasivos
- La Seguridad Primero: Equipamiento de Protección Personal (EPP)
- Cómo Lograr un Acabado Brillo Espejo: Guía Paso a Paso
- Ventajas y Desventajas del Acabado Brillo Espejo
- Preguntas Frecuentes (FAQ) sobre el Acabado Brillo Espejo
- ¿Por qué es importante la soldadura TIG antes del brillo espejo?
- ¿Qué tipo de abrasivo es mejor para un acabado fino?
- ¿Cómo afecta la dureza del material al acabado?
- ¿Es la presión un factor clave en la rugosidad final?
- ¿Cuáles son las principales aplicaciones del acabado brillo espejo?
- ¿Es el acabado brillo espejo adecuado para exteriores o zonas de alto tránsito?
¿Qué es el Acabado Brillo Espejo y por qué es tan deseado?
El acabado brillo espejo es una técnica de pulido intensivo aplicada sobre el acero inoxidable que tiene como objetivo principal lograr una superficie extremadamente lisa y reflectante, similar a la de un espejo. La magia detrás de este acabado reside en su capacidad para eliminar hasta las más mínimas imperfecciones y arañazos de la superficie del metal. Este proceso de pulido no solo mejora drásticamente la apariencia estética del acero inoxidable, dándole un aspecto lujoso y moderno, sino que también lo hace más funcional en entornos donde la higiene es primordial. Una superficie pulida a espejo carece de microporosidades o rugosidades donde la suciedad, bacterias o microorganismos puedan acumularse, lo que facilita enormemente su limpieza y desinfección. Es por ello que este tipo de acabado es tan valorado en industrias como la alimentaria, farmacéutica y médica, así como en elementos decorativos de alta gama, desde grifos de baño hasta grandes esculturas urbanas.
La Importancia de la Soldadura TIG como Paso Previo
Antes de iniciar cualquier proceso de pulido para obtener un acabado brillo espejo, es crucial considerar el método de soldadura utilizado en la pieza de acero inoxidable. La soldadura de las uniones juega un papel fundamental en el resultado final, y en este contexto, la soldadura TIG (Tungsten Inert Gas) se presenta como la opción ideal. La técnica TIG es reconocida por producir soldaduras extremadamente limpias, de alta calidad y con una penetración precisa, minimizando la formación de salpicaduras y la distorsión del material. A diferencia de otras técnicas que pueden dejar un cordón de soldadura más irregular o con proyecciones, la TIG genera un acabado más liso y un cordón de soldadura más estético. Al utilizar soldadura TIG, se reducen significativamente las imperfecciones superficiales en las zonas de unión, lo que a su vez disminuye la cantidad de trabajo de preparación y repaso necesario antes de comenzar el pulido. Una soldadura limpia y uniforme desde el principio es la base para un acabado espejo impecable, ahorrando tiempo y esfuerzo en las etapas posteriores y asegurando un resultado de mayor calidad y uniformidad en toda la superficie, evitando la necesidad de repasos excesivos que podrían comprometer la integridad de la pieza.
Materiales Esenciales: Una Guía Detallada sobre Abrasivos
La elección y el uso correcto de los abrasivos son el corazón del proceso para lograr un acabado brillo espejo. Antes de sumergirse en la práctica, es fundamental comprender cómo los diferentes tipos de abrasivos y sus granulometrías afectan la superficie del material. La clave está en la progresión: comenzar con abrasivos más bastos para eliminar las imperfecciones mayores y avanzar gradualmente hacia granos más finos para refinar la superficie hasta alcanzar la suavidad deseada. Este enfoque escalonado es lo que permite una remoción controlada de material y la preparación óptima para el pulido final.
Tipos de Abrasivos y su Impacto en la Superficie
- Corindón, Grano Cerámico y Corindón de Circonio: Estos abrasivos suelen producir rugosidades de superficie parecidas. Son robustos y eficaces para la eliminación inicial de material, el desbaste y la conformación. Son excelentes para trabajos pesados donde se necesita remover una cantidad considerable de material o eliminar soldaduras gruesas y arañazos profundos.
- Carburo de Silicio: Si el objetivo es una superficie excepcionalmente fina y lisa, el carburo de silicio es la elección superior. Su estructura cristalina y dureza lo hacen ideal para las etapas finales del lijado, preparando el metal para el pulido. Este abrasivo es conocido por su capacidad de cortar de manera más limpia y dejar marcas menos profundas, lo que es crucial para un acabado de alta calidad.
Comprendiendo la Numeración del Grano (ISO 6344 y FEPA)
La numeración del grano de los abrasivos es una guía crucial para seleccionar el material adecuado en cada etapa del pulido. Es importante recordar que, a mayor número en la escala, más fino es el grano del abrasivo y, por ende, más suave y menos marcada será la superficie resultante. Esta progresión es fundamental para eliminar progresivamente las marcas de los granos anteriores y preparar el metal para el brillo final. La siguiente tabla detalla la clasificación estándar según el ISO 6344 y los estándares FEPA, proporcionando una referencia clara para cada etapa del proceso:
| Categoría de Grano | Numeración FEPA / ISO 6344 | Descripción del Acabado |
|---|---|---|
| Basto | P 80 – 60 – 50 – 40 – 36 – 24 – 20 – 16 – 12 | Ideal para la eliminación rápida de material, desbaste inicial y la remoción de soldaduras o defectos superficiales grandes. Deja una superficie rugosa. |
| Medio | P 280 – 240 – 220 – 180 – 150 – 120 – 100 | Utilizado para el refinamiento de la superficie, eliminando los arañazos y marcas dejadas por los granos más bastos. La superficie comienza a sentirse más suave. |
| Fino | P 600 – 500 – 400 – 360 – 320 | Esencial para la preparación previa al pulido, logrando una superficie muy suave al tacto y visualmente uniforme. Las marcas son apenas perceptibles. |
| Superfino | P 1500 – 1200 – 1000 – 800 | Utilizado para el pulido previo y la eliminación de micro-arañazos, dejando una superficie casi perfecta y lista para el pulido final con pasta. |
Factores Adicionales que Influyen en el Acabado
- Dureza del Material: Un factor a menudo subestimado es la dureza del material a trabajar. Curiosamente, si se utiliza el mismo tamaño de grano en un material más blando, la superficie resultante tenderá a ser más basta. Esto se debe a que el abrasivo penetra más en el material blando, creando surcos más profundos. Para contrarrestar esto y obtener una superficie más fina en materiales blandos, se recomienda el uso de grasa o lubricante durante el proceso de lijado. Esto ayuda a reducir la fricción y el calor, permitiendo que el abrasivo trabaje de manera más eficiente y deje un acabado más suave y uniforme.
- Velocidad de Corte y Avance: Existe una relación directa entre la velocidad de corte (revoluciones de la amoladora) y el avance de la herramienta sobre la superficie. Incrementar la velocidad de corte puede llevar a una ligera mejora en la calidad de la superficie, ya que se generan más cortes por unidad de tiempo, lo que puede resultar en un acabado más uniforme. Por otro lado, reducir la velocidad puede resultar en una superficie más fina, ya que el abrasivo tiene más tiempo para actuar en cada punto. Es un balance que se ajusta con la práctica y la observación de cómo reacciona el material. Es importante destacar que, a diferencia de otros parámetros, la presión ejercida sobre el material no tiene un impacto significativo en la rugosidad final de la superficie. La uniformidad de la presión es más importante que la intensidad para evitar marcas desiguales.
- Capa Activante de Lijado para Acero Fino (INOX): El acero inoxidable, o INOX, tiene una baja conductividad térmica. Esto significa que puede calentarse rápidamente durante el lijado, lo que puede afectar el proceso y la calidad del acabado, e incluso causar decoloración o deformación. Para mitigar este efecto, se puede emplear una capa activante de lijado. Esta capa no solo ayuda a aumentar la potencia de arranque de virutas, haciendo el proceso más eficiente y rápido, sino que también contribuye a reducir la temperatura de la pieza de trabajo, protegiendo el material y prolongando la vida útil del abrasivo al evitar su embotamiento prematuro por calor.
La Seguridad Primero: Equipamiento de Protección Personal (EPP)
Trabajar con amoladoras, abrasivos y metales genera partículas, polvo, ruido y calor. El proceso de pulido de acero inoxidable, especialmente para un acabado espejo, implica el uso de maquinaria rotatoria y la generación de finas partículas metálicas. Por lo tanto, es absolutamente indispensable utilizar el equipo de protección personal (EPP) adecuado para salvaguardar la salud y la integridad física del operario. La seguridad nunca debe comprometerse, y una inversión en EPP es una inversión en la propia salud. El EPP esencial incluye:
- Protección Ocular: Gafas de seguridad de alto impacto o una pantalla facial completa para proteger los ojos de las partículas, virutas metálicas y salpicaduras que se desprenden durante el lijado y pulido, las cuales pueden causar lesiones graves.
- Protección Auditiva: Tapones para los oídos o cascos protectores para atenuar el ruido generado por la amoladora y otros equipos, que puede alcanzar niveles perjudiciales para la audición a largo plazo, causando daños irreversibles.
- Protección Respiratoria: Mascarillas respiratorias adecuadas que filtren gases tóxicos, polvo fino y partículas metálicas en suspensión, evitando su inhalación y protegiendo las vías respiratorias de irritaciones o enfermedades pulmonares crónicas.
- Protección de Manos: Guantes resistentes a cortes y abrasiones para proteger las manos de cualquier agresión mecánica, el calor generado por la fricción y los bordes afilados del metal o los abrasivos.
- Protección Corporal: Ropa de trabajo adecuada, preferiblemente de materiales resistentes al fuego y a las chispas, que cubra la mayor parte del cuerpo para proteger la piel de quemaduras y cortes. Un delantal de cuero o material similar puede ser muy útil para una protección adicional.
- Protección de Pies: Calzado de seguridad con puntera reforzada para proteger los pies de caídas de herramientas o piezas pesadas, y con suela antideslizante para evitar resbalones.
Invertir en un buen EPP no es un gasto, sino una inversión fundamental en la salud y el bienestar del operario, permitiendo trabajar con confianza y seguridad en un entorno potencialmente peligroso.
Cómo Lograr un Acabado Brillo Espejo: Guía Paso a Paso
Una vez que se tienen los materiales y el equipo de seguridad listos, se puede proceder con el proceso de pulido. La paciencia y la atención al detalle son fundamentales para cada etapa, ya que el éxito de una depende directamente de la correcta ejecución de la anterior.
Paso 1: Eliminación de Imperfecciones Gruesas y Residuos de Soldadura
El primer paso es preparar la superficie, eliminando cualquier imperfección importante, como restos de soldadura TIG que, aunque mínimas, deben ser niveladas, arañazos profundos, marcas de fabricación o cualquier irregularidad. Para esto, se utilizará una amoladora con velocidad regulable, que permitirá adaptar las revoluciones a cada etapa del pulido. Se comienza con discos de lija de láminas con un grano basto para un desbaste inicial efectivo, buscando una remoción uniforme del material. La progresión recomendada es la siguiente, pasando de un grano a otro solo cuando las marcas del grano anterior han sido completamente eliminadas:
- Grano 80: Este es el punto de partida para la eliminación inicial de material, soldaduras y arañazos más pronunciados. Se debe mantener una velocidad alta en la amoladora para una remoción eficiente del material, aplicando una presión constante pero sin excesos.
- Grano 120: Una vez que las imperfecciones mayores han sido eliminadas y la superficie presenta solo las marcas del grano 80, se pasa a un grano intermedio para refinar estas marcas y comenzar a alisar la superficie.
- Grano 180: Finalmente, se utiliza este grano más fino para dejar rayas cada vez menos profundas y más homogéneas. El objetivo es que la superficie se sienta suave al tacto y las líneas sean apenas visibles, preparando el material de manera óptima para el siguiente paso.
Es crucial mantener altas las revoluciones de la amoladora en esta fase para asegurar que las lijas generen un acabado lo más uniforme posible, evitando la formación de surcos o patrones irregulares que luego serían muy difíciles de corregir en las etapas posteriores. La clave es la consistencia y la eliminación progresiva de las marcas.
Paso 2: Matizado y Suavizado de la Superficie
Una vez que la superficie está lijada con granos finos y se ha logrado una uniformidad visual, el siguiente paso es matizarla y alisar los arañazos residuales que aún puedan ser visibles a simple vista o al tacto. Para esto, se cambia el disco de la amoladora por un disco de fibra de vidrio. En esta fase, es vital reducir la velocidad de la amoladora significativamente, ya que el objetivo no es remover material, sino refinar la textura. Los movimientos deben ser lentos, rítmicos y controlados, cubriendo uniformemente toda la superficie sin dejar áreas sin tratar. El objetivo es “borrar” las últimas marcas de lijado y dejar una superficie con un aspecto mate, pero uniforme y sin rayas visibles. Este paso es crítico para asegurar que el pulido final sea impecable, ya que cualquier imperfección no eliminada en esta etapa será amplificada y resaltada por el brillo espejo, haciendo que el resultado final sea insatisfactorio.
Paso 3: Pulido Final para el Brillo Espejo
Este es el paso culminante donde la superficie de acero inoxidable adquiere su característico brillo y reflectividad. Se retira el disco de fibra de vidrio y se instala un disco de fieltro en la amoladora, nuevamente con la velocidad reducida. A continuación, se aplica pasta de pulir rosa (o un compuesto de pulido de alto brillo específicamente formulado para acero inoxidable) directamente sobre el disco de fieltro o, en algunos casos, sobre la superficie de la pieza. Con movimientos regulares, de arriba hacia abajo, de lado a lado o en un patrón cruzado, se desliza la amoladora sobre el metal. La pasta de pulir, en combinación con el disco de fieltro y la fricción controlada, comienza a sacar el brillo intrínseco del acero, revelando su potencial reflectante. Es fundamental realizar este proceso varias veces, limpiando la superficie después de cada pasada con un paño limpio y suave para eliminar los residuos de pasta y evaluar el progreso. Se debe volver a aplicar pasta según sea necesario hasta que el material alcance la lisura y el brillo deseado, reflejando la luz de manera tan perfecta que se asemeje a un espejo. La paciencia y la repetición son claves aquí; el resultado final dependerá de la dedicación a esta última etapa, asegurándose de no dejar ninguna zona sin pulir o con un brillo inferior.
Ventajas y Desventajas del Acabado Brillo Espejo
Como cualquier acabado especializado, el brillo espejo presenta un conjunto único de pros y contras que deben ser considerados cuidadosamente antes de su aplicación en un proyecto específico.
Ventajas
- Estética Superior: Sin duda, la ventaja más evidente es su impresionante atractivo visual. El acabado espejo confiere un aspecto de lujo, modernidad y sofisticación a cualquier pieza o estructura de acero inoxidable, elevando su valor estético y convirtiéndola en un punto focal. Su capacidad para reflejar el entorno lo hace parecer más grande y luminoso.
- Higiene Excepcional: La superficie extremadamente lisa y no porosa del acabado brillo espejo es una barrera formidable contra la acumulación de suciedad, polvo, bacterias y otros microorganismos. Al carecer de microporosidades o rugosidades microscópicas, se convierte en un entorno menos propicio para el crecimiento bacteriano y la adhesión de partículas, lo que facilita enormemente su limpieza y sanitización. Esto lo hace ideal para aplicaciones en entornos sanitarios, cocinas industriales, equipos médicos, instrumentación quirúrgica y superficies de manipulación de alimentos (como grifos de baño, ollas de cocina y encimeras).
- Resistencia a la Corrosión Mejorada: Aunque el acero inoxidable ya es inherentemente resistente a la corrosión, un acabado pulido a espejo puede mejorar esta propiedad al eliminar las micro-imperfecciones superficiales que podrían servir como puntos de inicio para la oxidación, la corrosión por picaduras o la acumulación de agentes corrosivos. Una superficie perfectamente lisa minimiza los sitios donde los agentes corrosivos pueden adherirse y reaccionar.
Desventajas
- Mantenimiento Constante: La principal desventaja del acabado brillo espejo es su susceptibilidad a las manchas, huellas dactilares y roces. Su superficie altamente reflectante hace que cualquier marca, roce, salpicadura o incluso el polvo en suspensión sea muy visible, dando una indeseable sensación de suciedad si no se limpia con regularidad. Requiere una limpieza y un cuidado constantes y meticulosos para mantener su brillo impecable, lo que puede ser intensivo en mano de obra.
- No Adecuado para Áreas de Alto Tráfico: Debido a la necesidad de un mantenimiento constante y a su facilidad para mancharse con el roce y el contacto frecuente, el acabado brillo espejo no suele ser la mejor opción para espacios públicos con mucho tráfico de personas, donde la interacción constante con la superficie es inevitable. Un ejemplo notable de excepción a esta regla es "The Bean" (Cloud Gate) en Chicago, una escultura icónica con acabado espejo que, debido a su popularidad y el constante contacto con los turistas, debe ser limpiada varias veces al día para eliminar las huellas dactilares y mantener su apariencia brillante y reflejante.
- Costo y Complejidad del Proceso: Lograr un verdadero acabado brillo espejo es un proceso laborioso y que requiere de herramientas específicas (amoladoras con velocidad regulable, discos de diferentes granos, discos de fieltro), abrasivos de alta calidad, pastas de pulir especializadas y, sobre todo, mano de obra cualificada y con experiencia. Esto puede incrementar significativamente el costo de producción en comparación con otros acabados menos exigentes, haciendo que sea una inversión considerable.
Preguntas Frecuentes (FAQ) sobre el Acabado Brillo Espejo
¿Por qué es importante la soldadura TIG antes del brillo espejo?
La soldadura TIG es crucial porque produce uniones muy limpias, con mínimas salpicaduras y deformaciones. Esto es fundamental ya que reduce drásticamente la cantidad de trabajo de lijado y preparación necesario para eliminar defectos y nivelar la superficie antes de pulir, facilitando el proceso y asegurando un acabado espejo más uniforme y de mayor calidad con menos esfuerzo posterior.
¿Qué tipo de abrasivo es mejor para un acabado fino?
Para lograr un acabado excepcionalmente fino y preparar la superficie para el pulido final, el carburo de silicio es el abrasivo preferido debido a su capacidad de corte limpio. Dentro de la numeración de granos, se deben utilizar progresivamente aquellos clasificados como "Fino" (P 600-320) y "Superfino" (P 1500-800) para eliminar las micro-imperfecciones.
¿Cómo afecta la dureza del material al acabado?
Si el material de acero inoxidable es más blando, el mismo tamaño de grano de abrasivo puede dejar una superficie más basta debido a una mayor penetración. Para contrarrestar esto y obtener un acabado más fino en materiales blandos, se recomienda añadir grasa o lubricante durante el proceso de lijado, lo que ayuda a reducir la fricción y mejorar la calidad de la superficie.
¿Es la presión un factor clave en la rugosidad final?
No, la presión ejercida sobre el material durante el lijado no tiene un impacto significativo en la rugosidad final de la superficie. Lo más importante es mantener una presión uniforme y constante para asegurar un desgaste homogéneo del material y evitar marcas irregulares o concentraciones de calor que puedan dañar la pieza.
¿Cuáles son las principales aplicaciones del acabado brillo espejo?
Debido a su estética deslumbrante y, más importante, a sus propiedades higiénicas superiores, el acabado brillo espejo se utiliza ampliamente en entornos donde la limpieza es fundamental. Esto incluye grifos de baño y cocina, ollas y utensilios de cocina de alta gama, encimeras para manipulación de alimentos, equipos médicos, instrumentación quirúrgica, revestimientos de ascensores, elementos decorativos de lujo y componentes para la industria farmacéutica.
¿Es el acabado brillo espejo adecuado para exteriores o zonas de alto tránsito?
Generalmente no. Aunque estéticamente atractivo, su facilidad para mancharse con huellas dactilares, polvo y roces, sumado a la necesidad de un mantenimiento constante para preservar su brillo, lo hace menos práctico para exteriores o zonas con mucho tránsito de personas. Las excepciones, como esculturas públicas, requieren un régimen de limpieza muy intensivo y personal dedicado.
En conclusión, el acabado brillo espejo en acero inoxidable es una manifestación de la excelencia en el pulido de metales. Requiere un proceso riguroso, la elección adecuada de materiales abrasivos y un compromiso con la seguridad y la precisión en cada etapa. Si bien su mantenimiento exige dedicación, las ventajas estéticas e higiénicas que ofrece lo convierten en una opción inigualable para aplicaciones donde la limpieza, la reflectividad y la apariencia impecable son primordiales. Lograr este acabado no es solo un trabajo, es un arte que transforma una pieza de metal en una superficie de asombrosa brillantez y funcionalidad, capaz de capturar y reflejar la esencia de su entorno.
Si quieres conocer otros artículos parecidos a Brillo Espejo en Acero Inoxidable: La Guía Definitiva puedes visitar la categoría Acero Inoxidable.